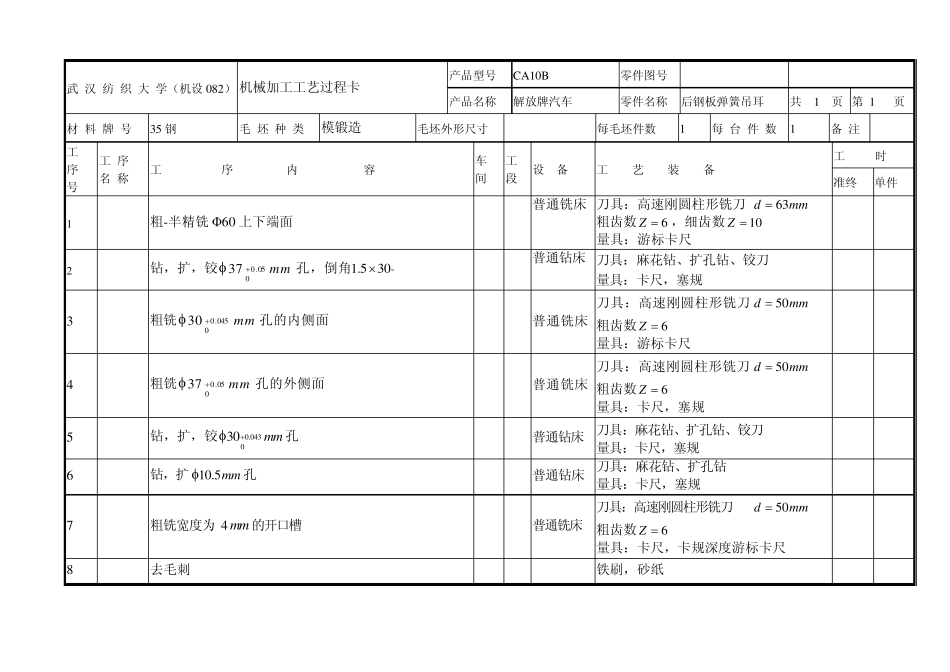
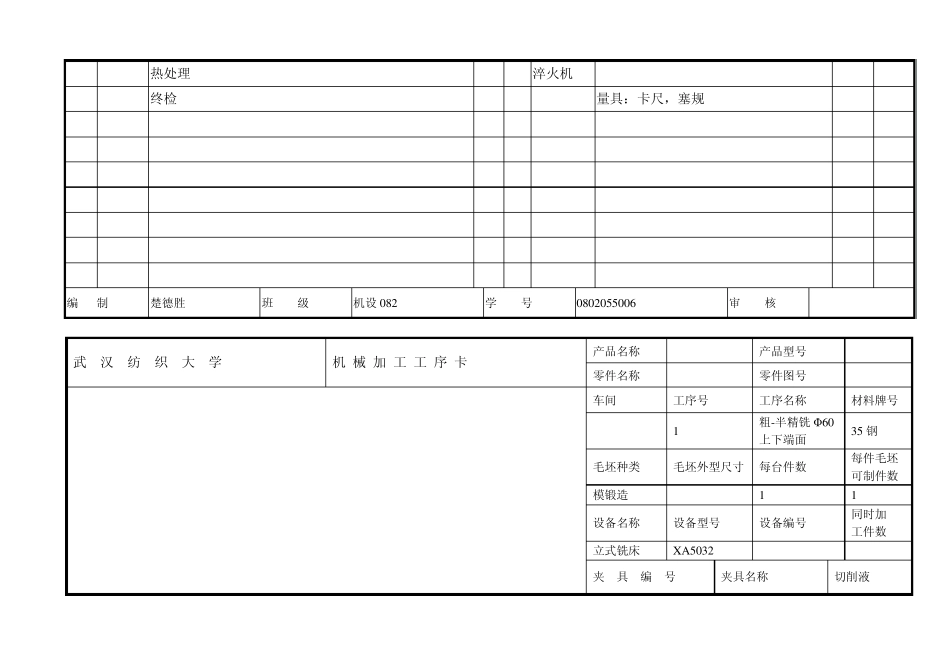
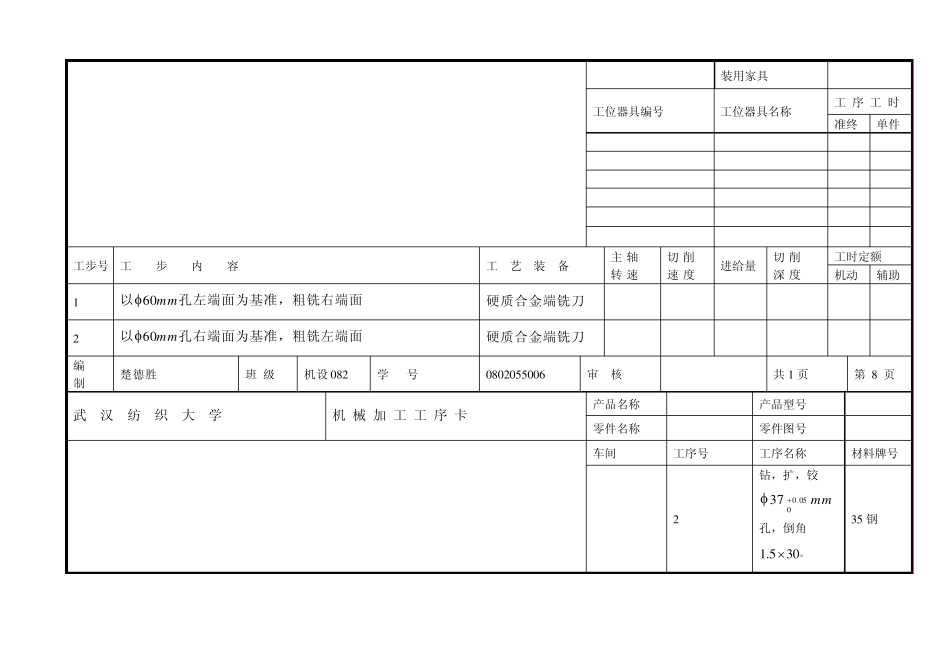
武 汉 纺 织 大 学(机设082) 机械加工工艺过程卡 产品型号 CA10B 零件图号 产品名称 解放牌汽车 零件名称 后钢板弹簧吊耳 共 1 页 第 1 页 材 料 牌 号 35 钢 毛 坯 种 类 模锻造 毛坯外形尺寸 每毛坯件数 1 每 台 件 数 1 备 注 工 序 号 工 序 名 称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 工 时 准终 单件 1 粗-半精铣Φ60 上下端面 普通铣床 刀具:高速刚圆柱形铣刀 63dm m 粗齿数6Z ,细齿数10Z 量具:游标卡尺 2 钻,扩,铰m m05
0037 孔,倒角1
5 30 普通钻床 刀具:麻花钻、扩孔钻、铰刀 量具:卡尺,塞规 3 粗铣m m045
0030 孔的内侧面 普通铣床 刀具:高速刚圆柱形铣刀 50dm m 粗齿数6Z 量具:游标卡尺 4 粗铣m m05
0037 孔的外侧面 普通铣床 刀具:高速刚圆柱形铣刀 50dm m 粗齿数6Z 量具:卡尺,塞规 5 钻,扩,铰0
043030m m孔 普通钻床 刀具:麻花钻、扩孔钻、铰刀 量具:卡尺,塞规 6 钻,扩10
5m m孔 普通钻床 刀具:麻花钻、扩孔钻 量具:卡尺,塞规 7 粗铣宽度为 4 mm 的开口槽 普通铣床 刀具:高速刚圆柱形铣刀 50dm m 粗齿数6Z 量具:卡尺,卡规深度游标卡尺 8 去毛刺 铁刷,砂纸 热处理 淬火机 终检 量具:卡尺,塞规 编 制 楚德胜 班 级 机设082 学 号 0802055006 审 核 武 汉 纺 织 大 学 机 械 加 工 工 序 卡 产品名称 产品型号 零件名称 零件图号 车间 工序号 工序名称 材料牌号 1 粗-半精铣Φ60上下端面 35 钢 毛坯种类 毛坯外型尺寸 每台件数 每件毛坯可制件数 模锻造 1 1 设备名称 设备型号 设备编号