精品文档---下载后可任意编辑1、 工艺流程施工准备→材料进场、检验→下料→放线、支吊架制作安装→焊接→焊缝抛光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗2、 操作要点2.1 施工准备(1)编制施工方案和施工进度计划,建立质量工作标准
(2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩弧焊工应具有相关部门颁发的合格证
(3)施工用料按材料计划备齐,送到现场,并保证按计划供应
(4)对现场操作人员进行书面技术交底、现场技术、安全交底
2.2 焊接材料准备(1) 管材与管件的选用,应根据使用环境介质因素、化学成分及其使用压力,而选用相应等级的产品,以确保焊缝金属组织和机械性能
(2)氩气应符合国家标准《氩气》GB4842 的规定,应选用纯度为 99
96%的氩气,若杂质含量过多,会削弱氩气的保护效果,直接影响焊缝质量
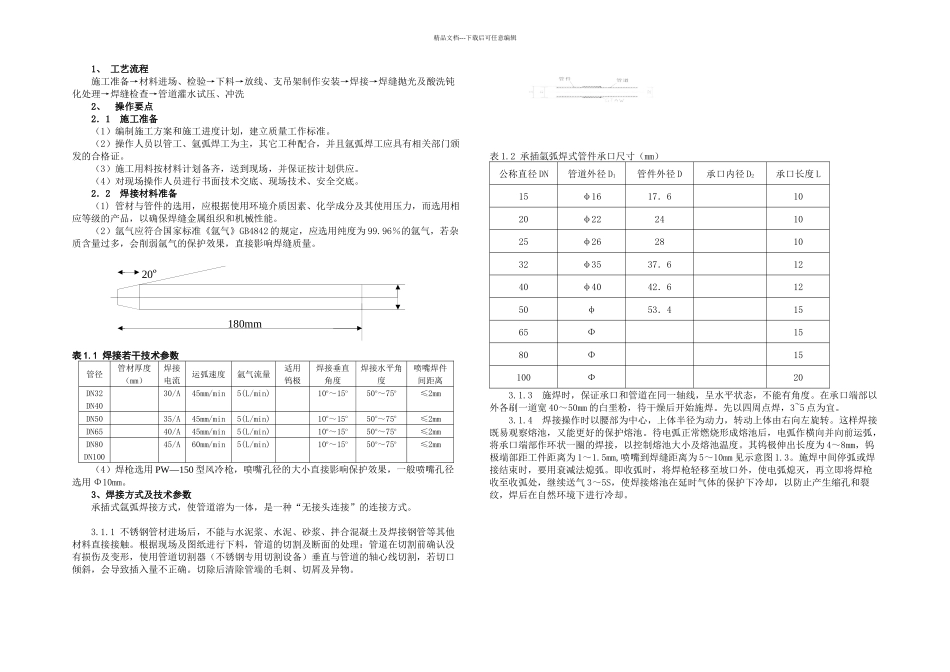
20º180mm 表 1
1 焊接若干技术参数管径管材厚度(mm)焊接电流运弧速度氩气流量适用钨极焊接垂直角度焊接水平角度喷嘴焊件间距离DN32DN4030/A45mm/min5(L/min)10o~15o50o~75o≤2mmDN5035/A45mm/min5(L/min)10o~15o50o~75o≤2mmDN6540/A45mm/min5(L/min)10o~15o50o~75o≤2mmDN80DN10045/A60mm/min5(L/min)10o~15o50o~75o≤2mm(4)焊枪选用 PW—150 型风冷枪,喷嘴孔径的大小直接影响保护效果,一般喷嘴孔径选用 Φ10mm
3、焊接方式及技术参数承插式氩弧焊接方式,使管道溶为一体,是一种“无接头连接”的连接方式
1 不锈钢管材进场后,不能与水泥浆、水泥、砂浆、拌合混凝土及焊接钢管等其他材料直接接触
根据现场及图纸进行下料,管道的切割及断面的处理:管道在切割前确认没有损伤及变形,使用管道