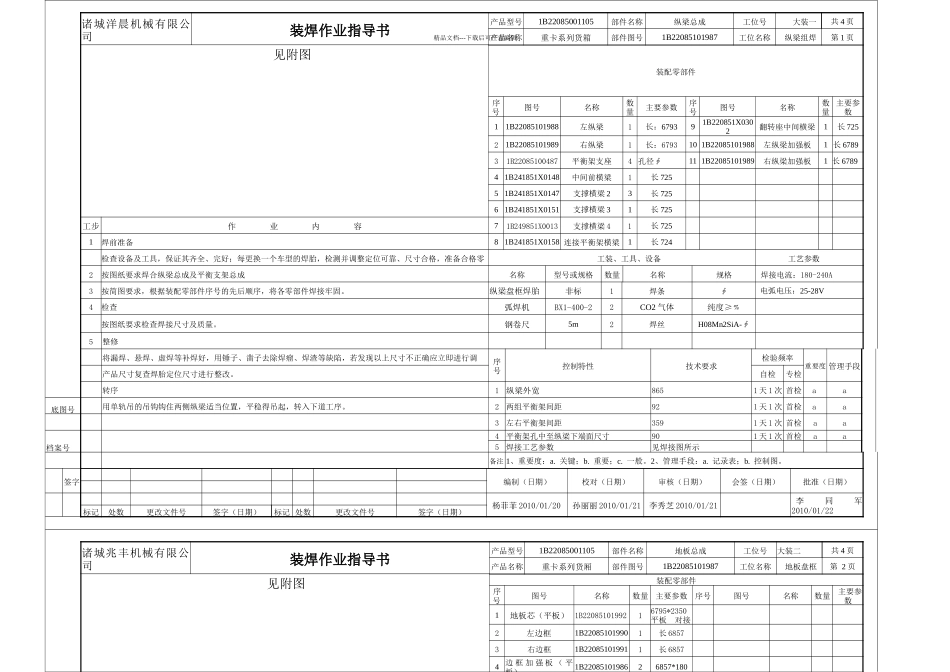
精品文档---下载后可任意编辑诸城洋晨机械有限公司装焊作业指导书产品型号1B22085001105部件名称纵梁总成工位号 大装一共 4 页产品名称重卡系列货箱部件图号1B22085101987工位名称纵梁组焊第 1 页见附图装配零部件序号图号名称数量主要参数序号图号名称数量主要参数1 1B22085101988左纵梁1长:679391B220851X0302翻转座中间横梁1长 72521B22085101989右纵梁1长:679310 1B22085101988左纵梁加强板1 长 678931B22085100487平衡架支座4 孔径∮11 1B22085101989右纵梁加强板1 长 678941B241851X0148中间前横梁1长 72551B241851X0147支撑横梁 23长 72561B241851X0151支撑横梁 31长 725工步作 业 内 容71B249851X0013支撑横梁 41长 7251焊前准备81B241851X0158 连接平衡架横梁1长 724检查设备及工具,保证其齐全、完好;每更换一个车型的焊胎,检测并调整定位可靠、尺寸合格,准备合格零工装、工具、设备工艺参数2按图纸要求焊合纵梁总成及平衡支架总成名称型号或规格数量名称规格焊接电流:180-240A3按简图要求,根据装配零部件序号的先后顺序,将各零部件焊接牢固
纵梁盘框焊胎非标1焊条 ∮电弧电压:25-28V4检查弧焊机BX1-400-22CO2 气体纯度≥﹪按图纸要求检查焊接尺寸及质量
钢卷尺5m2焊丝H08Mn2SiA-∮5整修将漏焊、悬焊、虚焊等补焊好,用锤子、凿子去除焊瘤、焊渣等缺陷,若发现以上尺寸不正确应立即进行调序号控制特性技术要求检验频率重要度 管理手段产品尺寸复查焊胎定位尺寸进行整改
自检专检转序1纵梁外宽8651 天 1 次 首检 aa底图号用单轨吊的吊钩钩住两侧纵梁适