精品文档---下载后可任意编辑组成机器的零件大小不一
金属切削加工方法也多种多样
常用的形状和结构各不相同
有车削、钻削、镗削、刨削、拉削、铣削和磨削等
尽管它加工原理方面有许多共同之处
切削运动形式不同,但由于所用机床和刀具不同,所以它有各自的工艺特点及应用范围
一、 车削1
1 车削的定义英文名称:turning 定义:工件旋转作主运动,车刀作进给运动的切削加工方法
车削的主运动为零件旋转运动,特别适用于加工回转面,刀具直线移动为进给运动
如图 1-1 所示
图 1-1 车削加工示意图由于车削比其他加工方法应用的普遍
车床往往占机床总数的一般的机械加工车间中 20%~50%甚至更多
根据加工的需要
如卧式车床、立式车床、转塔车床有很多类型车床、自动车床和数控车床等
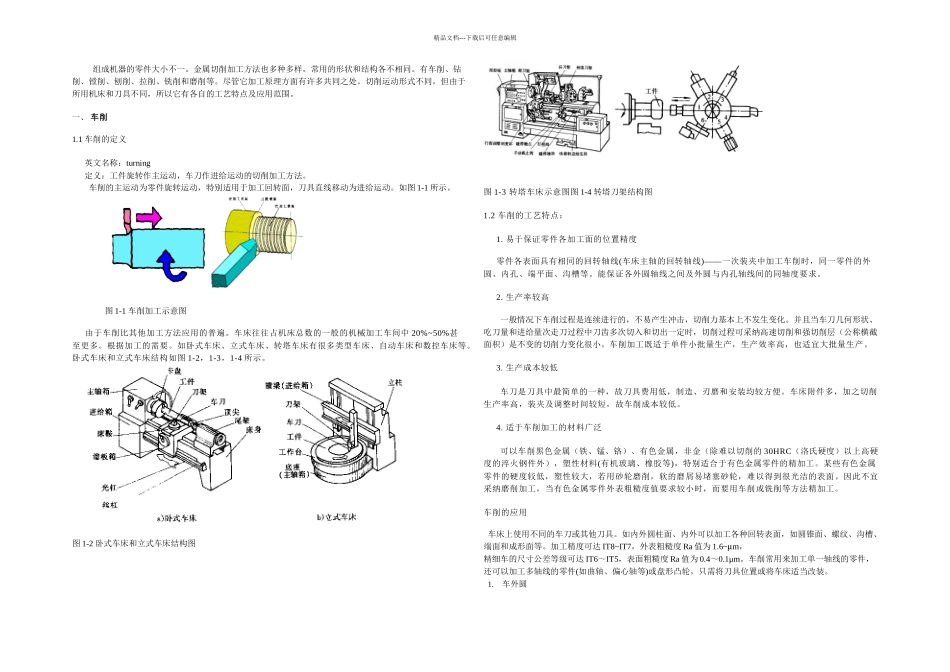
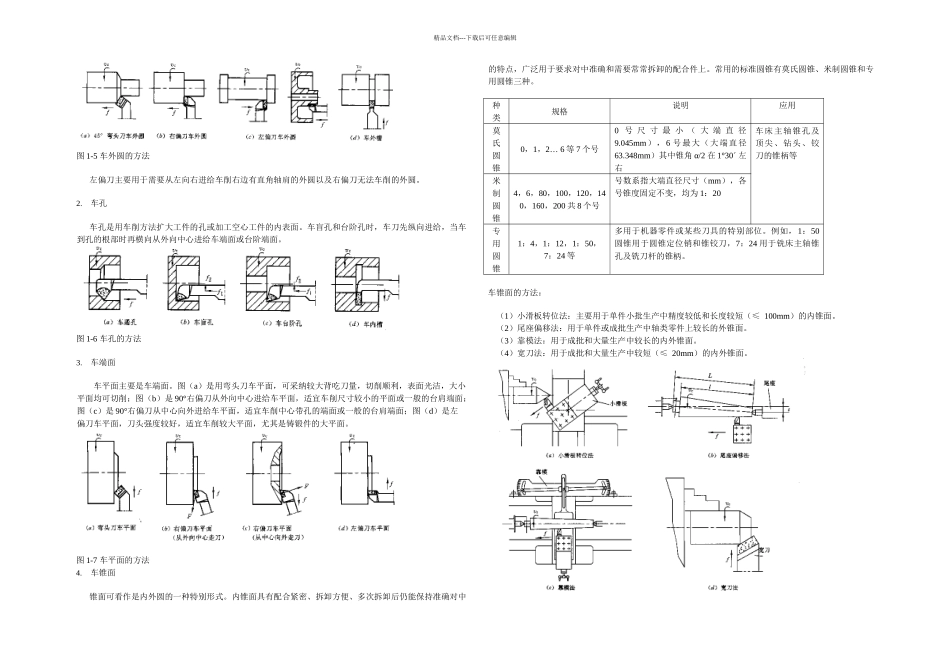
卧式车床和立式车床结构如图 1-2,1-3,1-4 所示
图 1-2 卧式车床和立式车床结构图图 1-3 转塔车床示意图图 1-4 转塔刀架结构图1
2 车削的工艺特点:1
易于保证零件各加工面的位置精度零件各表面具有相同的回转轴线(车床主轴的回转轴线)——一次装夹中加工车削时,同一零件的外圆、内孔、端平面、沟槽等
能保证各外圆轴线之间及外圆与内孔轴线间的同轴度要求
生产率较高一般情况下车削过程是连续进行的,不易产生冲击,切削力基本上不发生变化
并且当车刀几何形状、吃刀量和进给量次走刀过程中刀齿多次切入和切出一定时,切削过程可采纳高速切削和强切削层(公称横截面积)是不变的切削力变化很小
车削加工既适于单件小批量生产,生产效率高,也适宜大批量生产
生产成本较低车刀是刀具中最简单的一种,故刀具费用低,制造、刃磨和安装均较方便
车床附件多,加之切削生产率高,装夹及调整时间较短,故车削成本较低
适于车削加工的材料广泛可以车削黑色金属(铁、锰、铬)、有色金属,非金(除难以切削的 30HRC(洛氏硬