课程设计题目:100 万吨热连轧工艺设计 院 系:材料科学与工程学院专 业:机械设计及其自动化目 录一
题目及要求二
工艺流程图三
主要设备的选择四.压下规程设计与辊型设计五.轧辊强度校核六.参考文献精品文档---下载后可任意编辑一题目及要求 已知原料规格为×1250~1850mm,钢种为 Q345A,产品规格为×1250mm
(1)碳素结构钢热轧板带产品标准(GB912-89),尺寸、外形、重量及允许偏差应符合 GB-709-88 标准 钢板长度允许偏差公称厚度钢板长度长度允许偏差>4-16≤2000+10>2000-6000+25>6000+30 切边钢板宽度允许误差公称厚度宽度宽度允许偏差>4-16≤1500+10>1500+152)表面质量:表面要缺陷少,需要平整,光洁度要好
二 工艺流程图坯料→加热→除鳞→定宽→粗轧→(热卷取→开卷)→精轧→冷却→剪切→卷取三 主要设备的选择轧钢机是完成金属轧制变形的主要设备,因此,轧钢机能力选取的是否合理对车间生产产量、品种和规格具有非常重要的影响
选择轧钢设备原则:(1)有良好的综合技术经济指标;(2)轧机结构型式先进合理,制造容易,操作简单,维修方便;(3)有利于实现机械化,自动化,有利于工人劳动条件的改善;(4)备品备件要换容易,并有利于实现备品备件的标准化;(5)在满足产品方案的前提下,使轧机组成合理,布置紧凑;(6)保证获得质量良好的产品,并考虑到生产新品种的可能;热带轧机选择的主要依据是:车间生产的钢材品种和规格
轧钢机选择的主要内容是:选取轧机的架数、能力、结构以及布置方式
最终确定轧钢机的结构形式及其主要技术参数
立压可以齐边(生产无切边带材)、调节板坯宽度并提高除磷效果
立压轧机包括:大立辊、小立辊及摆式压力机三种,各自特点如下: 大立辊:占地较多,设备安装在地下,造价高,维护不方便
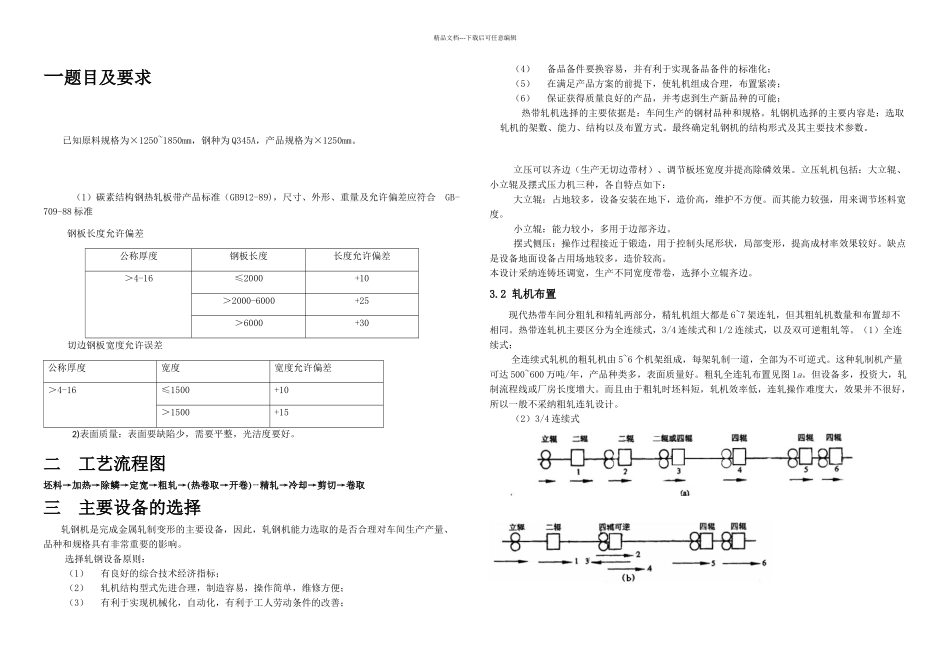
而其能力较强,用来调