三阶文件版本C/0文件编号不锈钢罐体制作规范页数7文件名:不锈钢罐体制作规范文件编号:制定部门:技术部修订记录分发□质量部■生产部□米购部□销售部□行政部□技术部修订章节修订内容版本核准/日期审查/日期编修/日期三阶文件版本C/0文件编号不锈钢罐体制作规范页数71
目的明确不锈钢罐体的制作方法及过程,规范工作流程,确保产品质量
范围适合于缓冲罐、离子罐、脱气罐、高位水箱等不锈钢罐体的制作3
设备工器具、防护用品3
1 设备工器具:剪板机、卷板机、锉刀、角磨机、磨头机、手电钻、氩弧焊机、封头罐体抛光机
2 防护用品:劳保手套、劳保鞋、焊接防护服、焊接面罩、护目镜
4、氩弧焊焊接设备、人员、材料要求4
1 定期对焊接设备、工艺、人员的进行培训,定期(6 个月)一次
2 焊接设备为氩弧焊机,输入电源 380V,最大电流 315A
3 焊丝选用与罐体材质相同的不锈钢焊丝 316L
4 焊接保护气体选用纯度为 99.96%的高纯度氩气
5、工序详述5
1 核对图纸,准确测量封头直身段的圆周外径,以确定罐体的直径,同时根据设计罐体的设计高度计算或检查其展开尺寸后
2 调整设备尺寸、角度,使其符合图纸要求
3 下料时首件必须检查,加工中进行抽检,使其符合要求
4 剪切不得有咬边、拉伸现象,下料毛刺不得大于 0
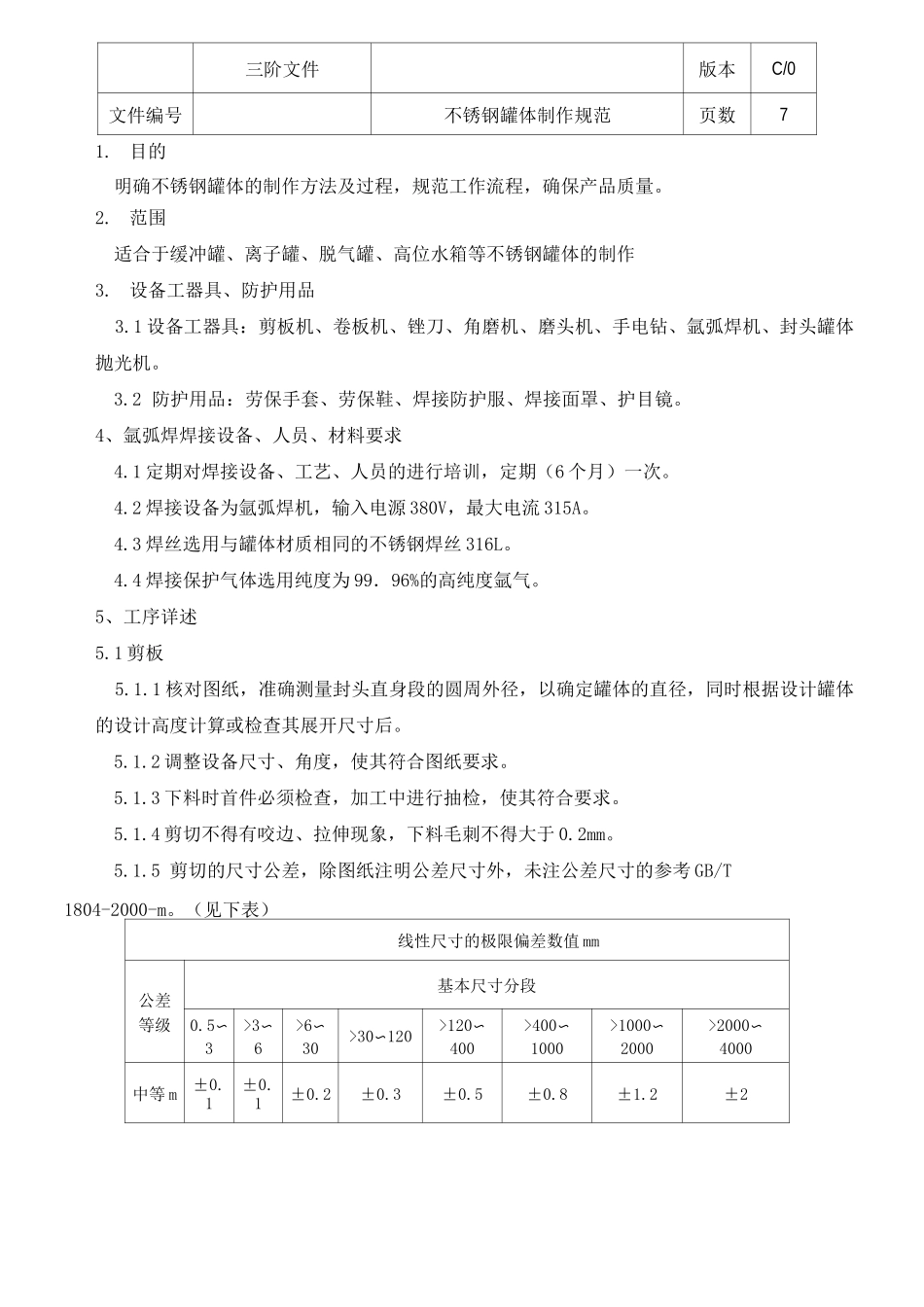
5 剪切的尺寸公差,除图纸注明公差尺寸外,未注公差尺寸的参考 GB/T1804-2000-m
(见下表)线性尺寸的极限偏差数值 mm公差等级基本尺寸分段0
5〜3>3〜6>6〜30>30〜120>120〜400>400〜1000>1000〜2000>2000〜4000中等 m±0
2±2寸■r厚3