精品文档---下载后可任意编辑范宋兵 长治清华机械厂 罗四红 山西惠丰机电有限公司现代数控机床伺服系统常采纳全闭环或半闭环控制系统,而且是三环控制
由里向外分别是电流环、速度环、位置环
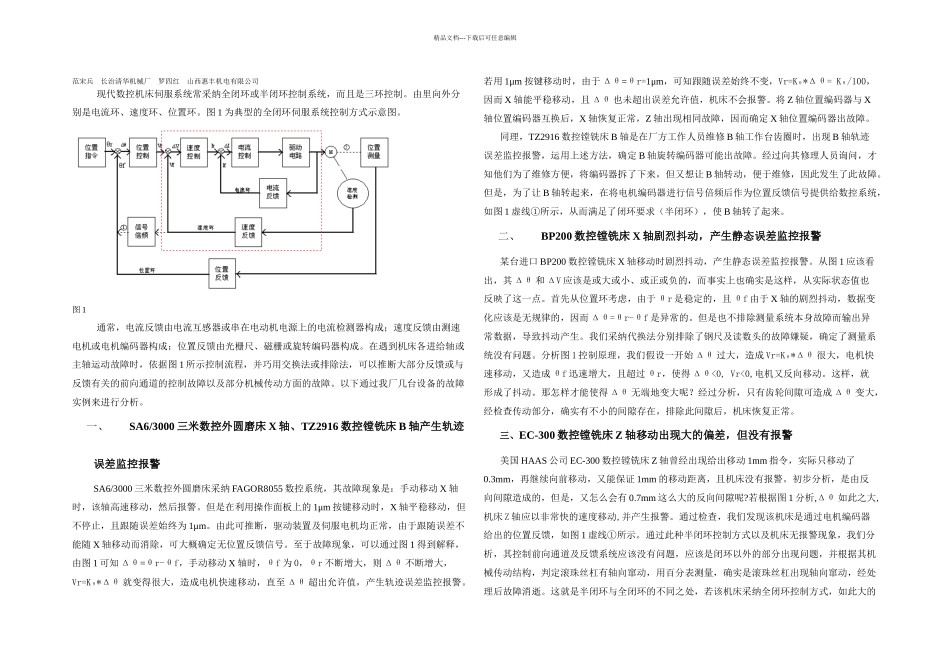
图 1 为典型的全闭环伺服系统控制方式示意图
图 1通常,电流反馈由电流互感器或串在电动机电源上的电流检测器构成;速度反馈由测速电机或电机编码器构成;位置反馈由光栅尺、磁栅或旋转编码器构成
在遇到机床各进给轴或主轴运动故障时,依据图 1 所示控制流程,并巧用交换法或排除法,可以推断大部分反馈或与反馈有关的前向通道的控制故障以及部分机械传动方面的故障
以下通过我厂几台设备的故障实例来进行分析
一、SA6/3000 三米数控外圆磨床 X 轴、TZ2916 数控镗铣床 B 轴产生轨迹误差监控报警SA6/3000 三米数控外圆磨床采纳 FAGOR8055 数控系统,其故障现象是:手动移动 X 轴时,该轴高速移动,然后报警
但是在利用操作面板上的 1μm 按键移动时,X 轴平稳移动,但不停止,且跟随误差始终为 1μm
由此可推断,驱动装置及伺服电机均正常,由于跟随误差不能随 X 轴移动而消除,可大概确定无位置反馈信号
至于故障现象,可以通过图 1 得到解释,由图 1 可知 Δθ=θr-θf,手动移动 X 轴时,θf 为 0,θr 不断增大,则 Δθ 不断增大,Vr=Kθ*Δθ 就变得很大,造成电机快速移动,直至 Δθ 超出允许值,产生轨迹误差监控报警
若用 1μm 按键移动时,由于 Δθ=θr=1μm,可知跟随误差始终不变,Vr=Kθ*Δθ= Kθ/100,因而 X 轴能平稳移动,且 Δθ 也未超出误差允许值,机床不会报警
将 Z 轴位置编码器与 X轴位置编码器互换后,X 轴恢复正常,Z 轴出现相同故障,因而确定 X 轴位置编码器出故障
同理,TZ2916 数控镗铣床 B 轴是在厂方工作人员维修 B