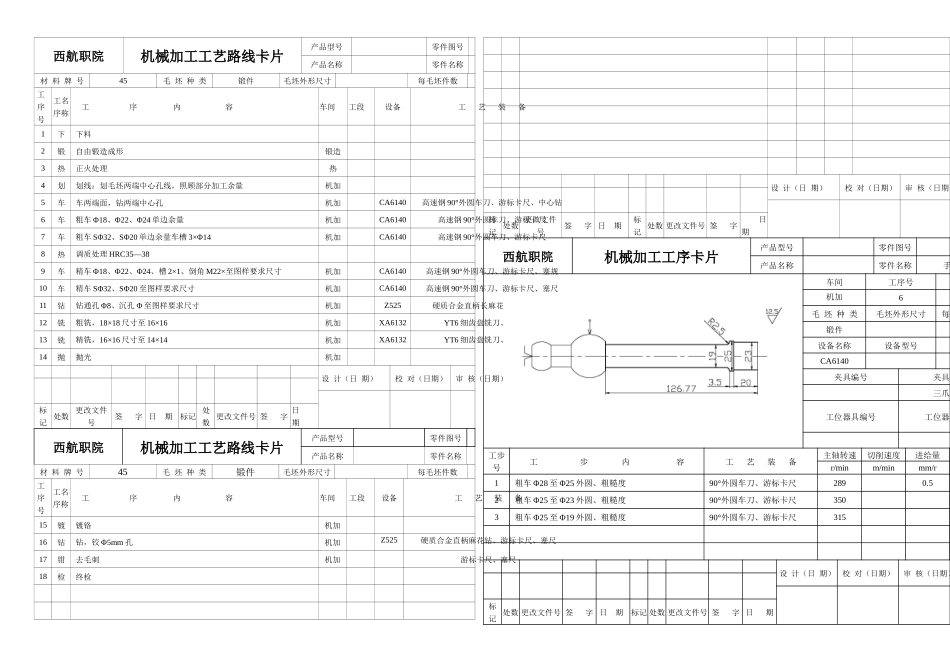
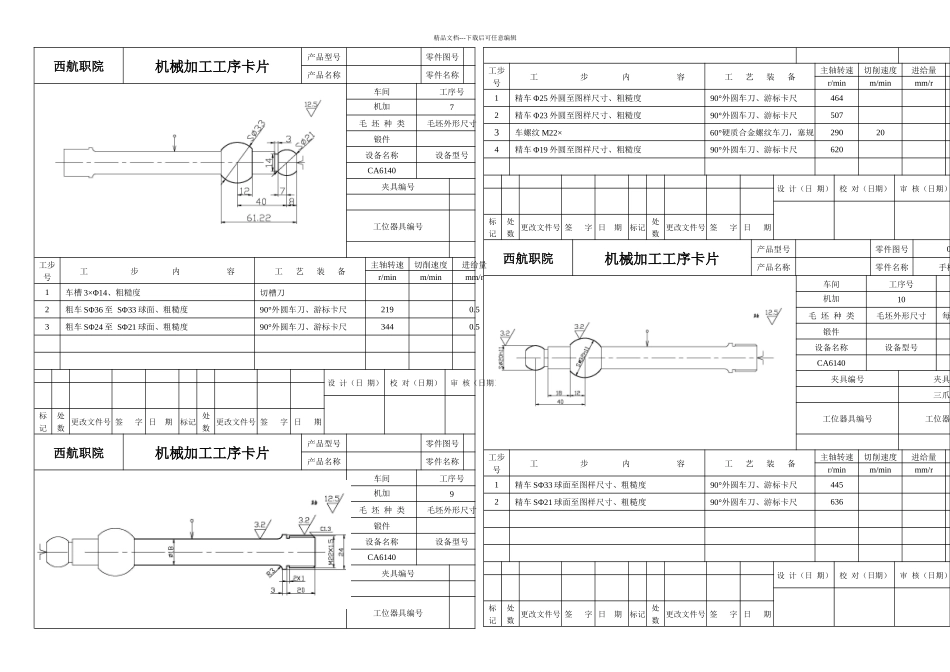
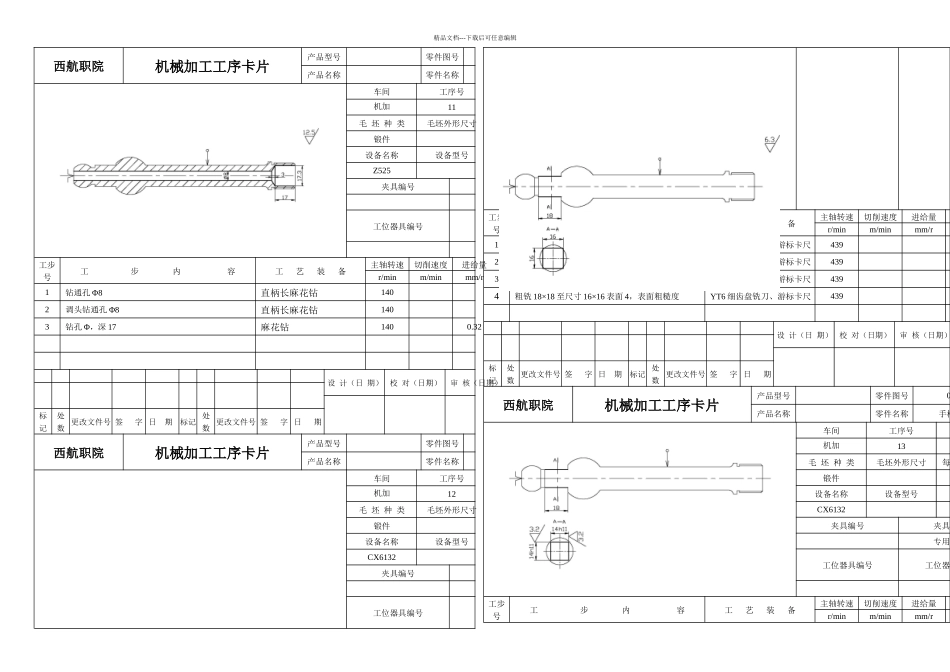
西航职院机械加工工艺路线卡片产品型号零件图号产品名称零件名称材 料 牌 号45毛 坯 种 类锻件毛坯外形尺寸每毛坯件数 工 序 号工名序称 工 序 内 容车间工段设备工 艺 装 备1下下料2锻自由锻造成形锻造3热正火处理热4划划线:划毛坯两端中心孔线,照顾部分加工余量机加5车车两端面,钻两端中心孔机加CA6140高速钢 90°外圆车刀、游标卡尺、中心钻6车粗车 Φ18、Φ22、Φ24 单边余量机加CA6140高速钢 90°外圆车刀、游标卡尺7车粗车 SΦ32、SΦ20 单边余量车槽 3×Φ14机加CA6140高速钢 90°外圆车刀、游标卡尺8热调质处理 HRC35—389车精车 Φ18、Φ22、Φ24、槽 2×1、倒角 M22×至图样要求尺寸机加CA6140高速钢 90°外圆车刀、游标卡尺、塞规10车精车 SΦ32、SΦ20 至图样要求尺寸机加CA6140高速钢 90°外圆车刀、游标卡尺、塞尺11钻钻通孔 Φ8、沉孔 Φ 至图样要求尺寸机加Z525硬质合金直柄长麻花钻、游标卡尺12铣粗铣,18×18 尺寸至 16×16机加XA6132YT6 细齿盘铣刀、游标卡尺13铣精铣,16×16 尺寸至 14×14机加XA6132YT6 细齿盘铣刀、游标卡尺14抛抛光机加 设 计(日 期) 校 对(日期) 审 核(日期)标记 处数 更改文件号签 字 日 期标记 处数 更改文件号 签 字 日 期西航职院机械加工工艺路线卡片产品型号 零件图号产品名称零件名称材 料 牌 号45毛 坯 种 类锻件毛坯外形尺寸每毛坯件数 工 序 号工名序称 工 序 内 容车间工段设备工 艺 装 备15镀镀铬机加16钻钻,铰 Φ5mm 孔机加Z525硬质合金直柄麻花钻、游标卡尺、塞尺17钳去毛刺机加游标卡尺、塞尺18检终检 设 计(日 期) 校 对(日期) 审 核(日期)标记 处数 更改文件号签 字 日 期标记