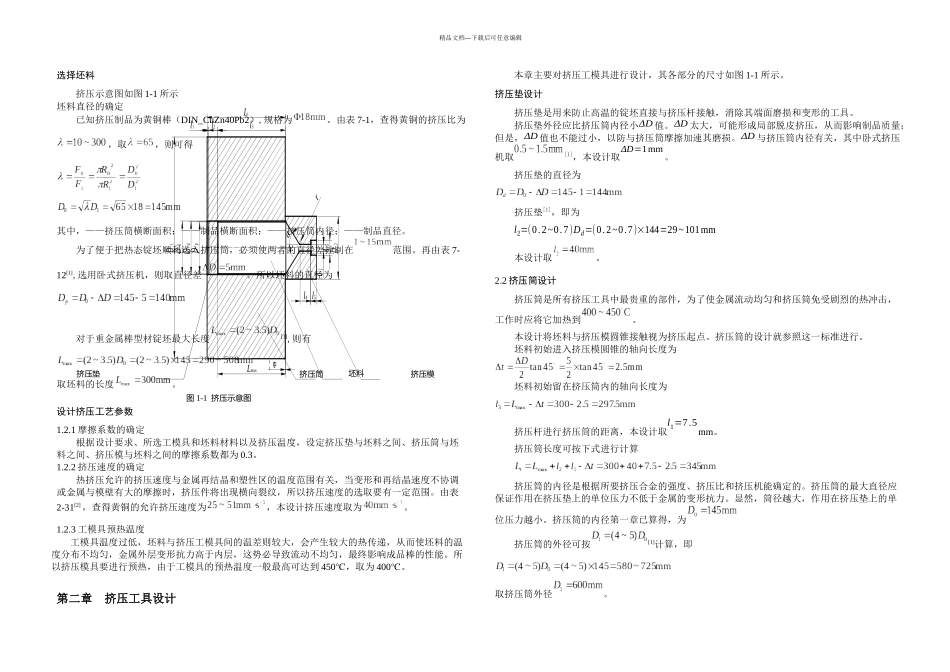
挤压模坯料挤压筒挤压垫D 1D 0D pd 2d 3D 2l1l2LtLmax¦ ¤tl4 l5l3D d图 1-1 挤压示意图精品文档---下载后可任意编辑选择坯料挤压示意图如图 1-1 所示坯料直径的确定已知挤压制品为黄铜棒(DIN_CuZn40Pb2),规格为
由表 7-1,查得黄铜的挤压比为,取,则可得其中,——挤压筒横断面积;——制品横断面积;——挤压筒内径;——制品直径
为了便于把热态锭坯顺利送入挤压筒,必须使两者的直径差控制在范围
再由表 7-12[1],选用卧式挤压机,则取直径差
所以坯料的直径为对于重金属棒型材锭坯最大长度[1],则有取坯料的长度
设计挤压工艺参数1
1 摩擦系数的确定根据设计要求、所选工模具和坯料材料以及挤压温度,设定挤压垫与坯料之间、挤压筒与坯料之间、挤压模与坯料之间的摩擦系数都为 0
2 挤压速度的确定热挤压允许的挤压速度与金属再结晶和塑性区的温度范围有关,当变形和再结晶速度不协调或金属与模壁有大的摩擦时,挤压件将出现横向裂纹,所以挤压速度的选取要有一定范围
由表2-31[2] ,查得黄铜的允许挤压速度为,本设计挤压速度取为
3 工模具预热温度工模具温度过低,坯料与挤压工模具间的温差则较大,会产生较大的热传递,从而使坯料的温度分布不均匀,金属外层变形抗力高于内层,这势必导致流动不均匀,最终影响成品棒的性能
所以挤压模具要进行预热,由于工模具的预热温度一般最高可达到 450℃,取为 400℃
第二章 挤压工具设计本章主要对挤压工模具进行设计,其各部分的尺寸如图 1-1 所示
挤压垫设计挤压垫是用来防止高温的锭坯直接与挤压杆接触,消除其端面磨损和变形的工具
挤压垫外径应比挤压筒内径小ΔD 值
ΔD 太大,可能形成局部脱皮挤压,从而影响制品质量;但是,ΔD 值也不能过小,以防与挤压筒摩擦加速其磨损
ΔD 与挤压筒内径