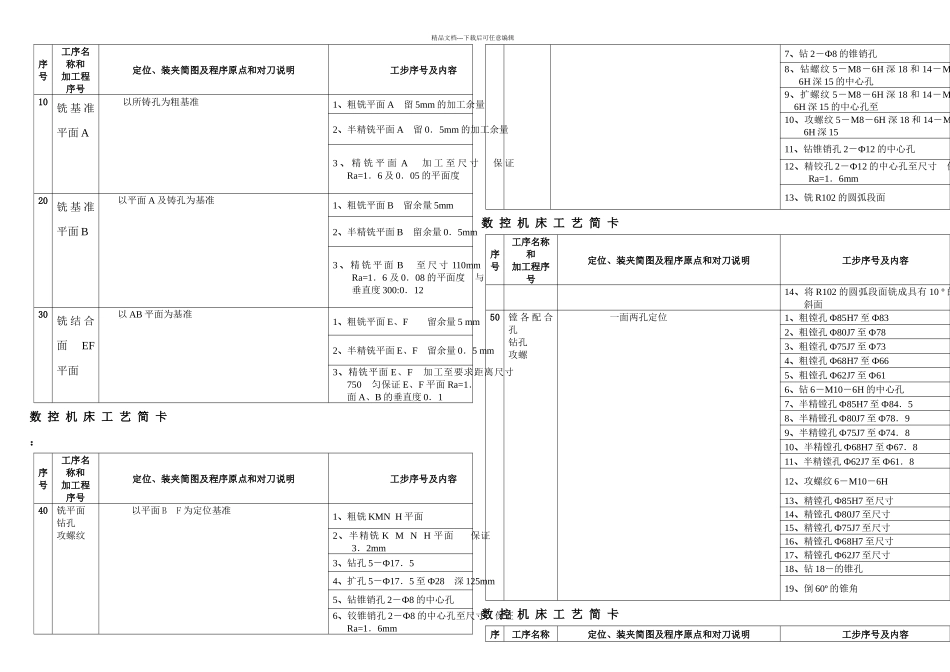
精品文档---下载后可任意编辑序号工序名称和加工程序号定位、装夹简图及程序原点和对刀说明工步序号及内容10 铣 基 准平面 A以所铸孔为粗基准1、粗铣平面 A 留 5mm 的加工余量 2、半精铣平面 A 留 0.5mm 的加工余量3 、 精 铣 平 面 A 加 工 至 尺 寸 保 证Ra=1.6 及 0.05 的平面度20 铣 基 准平面 B以平面 A 及铸孔为基准1、粗铣平面 B 留余量 5mm2、半精铣平面 B 留余量 0.5mm3 、 精 铣 平 面 B 至 尺 寸 110mmRa=1.6 及 0.08 的平面度 与垂直度 300:0.1230 铣 结 合面EF平面以 AB 平面为基准1、粗铣平面 E、F 留余量 5 mm2、半精铣平面 E、F 留余量 0.5 mm3、精铣平面 E、F 加工至要求距离尺寸750 匀保证 E、F 平面 Ra=1.面 A、B 的垂直度 0.1数 控 机 床 工 艺 简 卡: 序号工序名称和加工程序号定位、装夹简图及程序原点和对刀说明工步序号及内容40铣平面钻孔攻螺纹以平面 B F 为定位基准1、粗铣 KMN H 平面2、半精铣 K M N H 平面 保证3.2mm3、钻孔 5-Ф17.54、扩孔 5-Ф17.5 至 Ф28 深 125mm5、钻锥销孔 2-Ф8 的中心孔6、铰锥销孔 2-Ф8 的中心孔至尺寸 保证Ra=1.6mm7、钻 2-Ф8 的锥销孔8、钻螺纹 5-M8-6H 深 18 和 14-M86H 深 15 的中心孔9、扩螺纹 5-M8-6H 深 18 和 14-M86H 深 15 的中心孔至10、攻螺纹 5-M8-6H 深 18 和 14-M86H 深 1511、钻锥销孔 2-Ф12 的中心孔12、精铰孔 2-Ф12 的中心孔至尺寸 保证Ra=1.6mm13、铣 R102 的圆弧段面数 控 机 床 工 艺 简 卡序号工序名称