精品文档---下载后可任意编辑本课题主要讲述的内容:1
数控铣床安全操作规程2
数控铣削在工业生产中的地位及加工范围3
编程基础知识(一):① 机床的坐标轴及运动代号;② 基本指令;③ 加工程序编制初步;实训目的:1
了解掌握数控铣床的安全操作及基本指令和基础编程知识
了解掌握机床坐标轴的判别方式和动运代号,运动方向
一、安全文明生产(一) 文明生产1
严格遵守车间记律,准时上下班;2
操作结束要清扫机床和清洁量具;3
下班前要清扫工场、清点和清洁量具、清点和清洁刀具、清理整齐工件和毛坯;4
废品工件加工、折断的刀具必须回收,不得丢弃和藏幂;5
严禁不文明行为
(二) 安全生产1
严禁在工场追逐、打闹、快速奔跑;2
严禁着拖鞋、高跟鞋,严禁着不符合工作服要求的服装(如宽大的、衣领或套袖上有装饰带的),头发长的同学必须戴帽子,头发必须盘在帽子内;3
操作机床严格根据老师规定的步骤执行;4
一台机床只能单人操作
同组其他同学在旁边只能观察操作过程、口头指出错误,严禁动手
唯一的例外是:发生紧急情况时,可代操作者拍按“急停”按钮
发生事故要及时停机,并马上报告老师处理;严禁私自处理
严禁隐瞒不报
对刀时要及时调整“进给倍率”旋钮(按键):刀具远离工件时(大于 50mm),可用较大倍率;靠近工件时(50~10mm),必须用较小倍率(10%~20%);准备切到工件时(1~10mm),必须选用 1~2%倍率档
加工工件过程:检查平口钳装夹是否牢靠→正确装夹工件→对刀、设置坐标偏置→登录程序→检查程序→提高坐标偏置(如 G54)中的 Z 坐标偏置 100mm(即 +Z 方向)→正确设置刀具补偿→选择“空运行”、“单段”之后,自动运行程序;观察走刀轨迹是否正确
若正确,则取消“空运行”、恢复坐标偏置、保留“单段”→开始加工;8
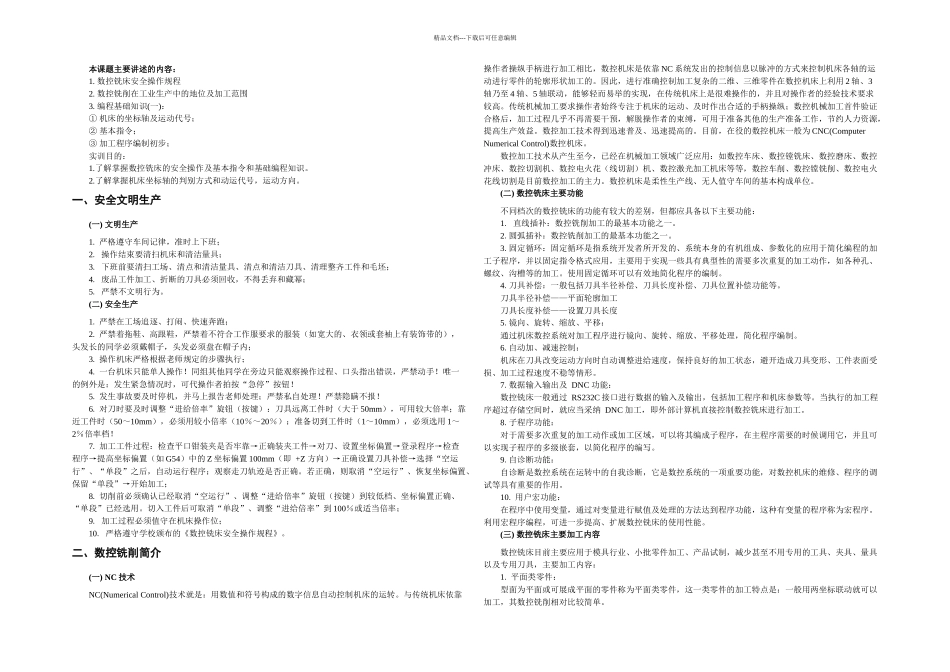
切削前必须确认