精品文档---下载后可任意编辑答:生产过程:从原材料变成成品的劳动过程的总和
工艺过程:在生产过程中,直接改变生产对象的形状、尺寸、性能及相对位置关系的过程
工艺规程:在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件
2、某机床厂年产 CA6140卧式车床 2000 台,已知机床主轴的备品率为 15%,机械加工废品率为 5%
试计算主轴的年生产纲领,并说明属于何种生产类型,工艺过程有何特点
若一年工作日为 280 天,试计算每月(按 22 天计算)的生产批量
解:生产纲领公式 N=Qn(1+α)(1+β)=(1+15%)(1+5%)=2415 台/年 查表属于成批生产,生产批量计算:定位
答:六点定位原理:在夹具中采纳合理的六个定位支承点,与工件的定位基准相接触,来限制工件的六个自由度,称为六点定位原理
完全定位:工件的六个自由度全部被限制而在夹具中占有完全确定的位置
不完全定位:没有全部限制在六个自由度,但也能满足加工要求的定位
欠定位:根据加工要求,工件必须限制的自由度没有达到全部限制的定位
过定位:工件在夹具中定位时,若几个定位支承重复限制同一个或几个自由度
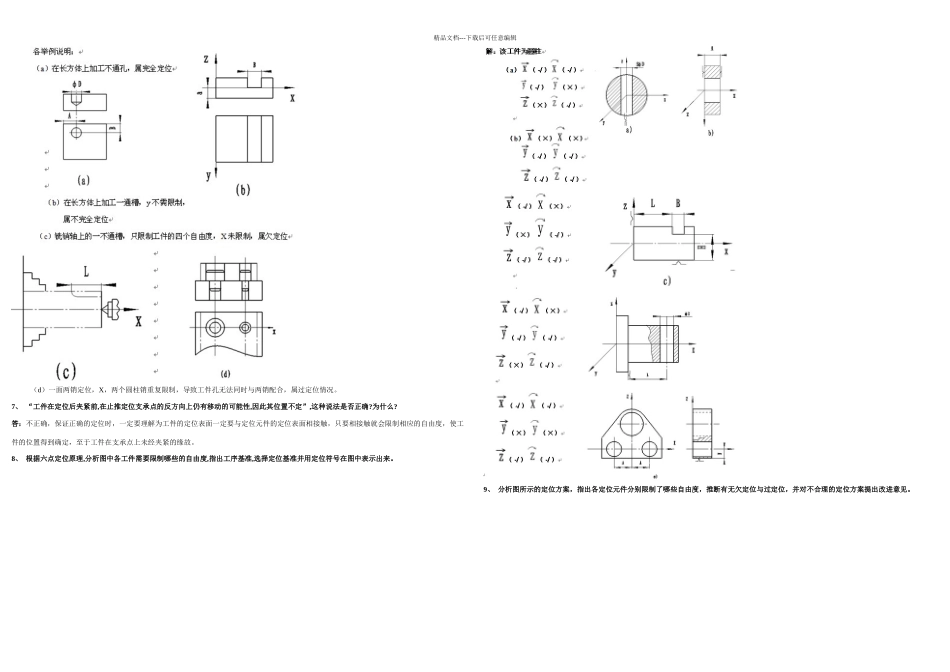
精品文档---下载后可任意编辑(d)一面两销定位,X,两个圆柱销重复限制,导致工件孔无法同时与两销配合,属过定位情况
7、 “工件在定位后夹紧前,在止推定位支承点的反方向上仍有移动的可能性,因此其位置不定”,这种说法是否正确
答:不正确,保证正确的定位时,一定要理解为工件的定位表面一定要与定位元件的定位表面相接触,只要相接触就会限制相应的自由度,使工件的位置得到确定,至于工件在支承点上未经夹紧的缘故
8、 根据六点定位原理,分析图中各工件需要限制哪些的自由度,指出工序基准,选择定位基准并用定位符号在图中表示出来
9、 分析图所示的定位方案,指出各定位元件分别