精品文档---下载后可任意编辑γo 作用:它反映了前刀面的倾斜程度
γo ↑→ 切削刃越锐利→切削越轻快γo ↑↑→ 会削弱刀头的强度→ 崩刃
选择:工件材料的 σb、HRC↑→γo↓,反之取大值
刀具材料:高速钢→γo ↑;硬质合金→γo↓
粗加工:γo ↓ 精加工:γo↑范围:通常 γo=-5°~+25°精品文档---下载后可任意编辑切削用量三要素对切削力的影响由大到小的顺序为 ap-f-v结论:切削用量三要素对切削温度的影响由大到小的顺序为 v-f-ap因此,为了有效的控制切削温度以提高刀具寿命,在机床允许的条件下,选比较大的 ap 和 f 比选大的 v 更有利
•几何参数影响:γ0↑→φ↑→ξ↓→Q↓→θ↓•γ0↑↑(大于 18°-20°)→楔•角↓→散热体积↓→θ 变化不大
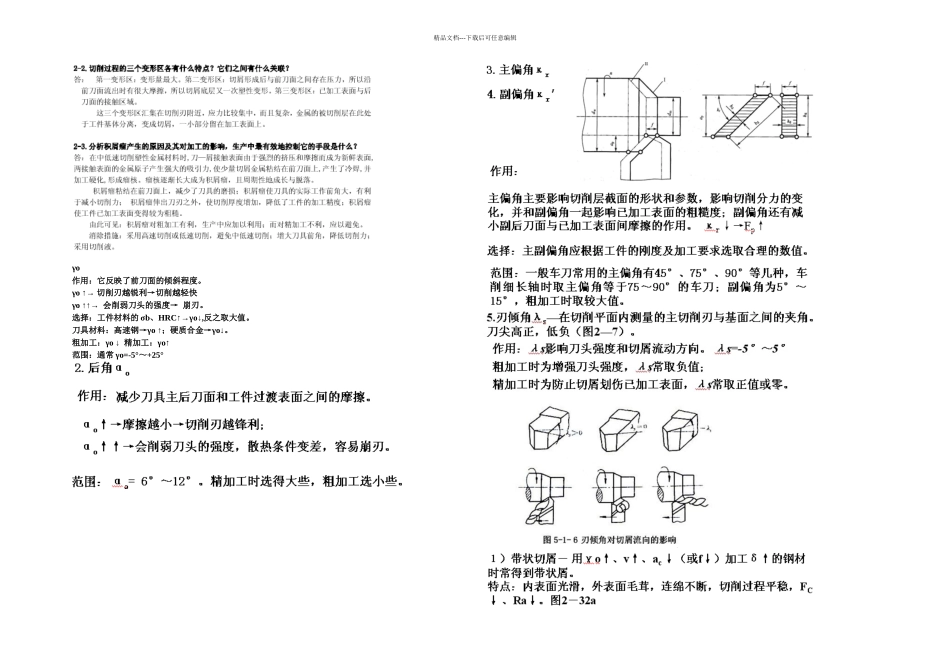
κr↓→aw↑ac↓→θ↓工件材料的影响 σb、HB↑→Q↑→θ↑ 导热系数↑→Q 切屑↑Q 工件↑→θ↓切削温度的影响:切削温度高是刀具磨损的主要原因切削温度对工件材料强度和切削力的影响不是很明显对刀具材料的影响 适当地提高切削温度,对提高硬质合金的韧性是有利的
精品文档---下载后可任意编辑3
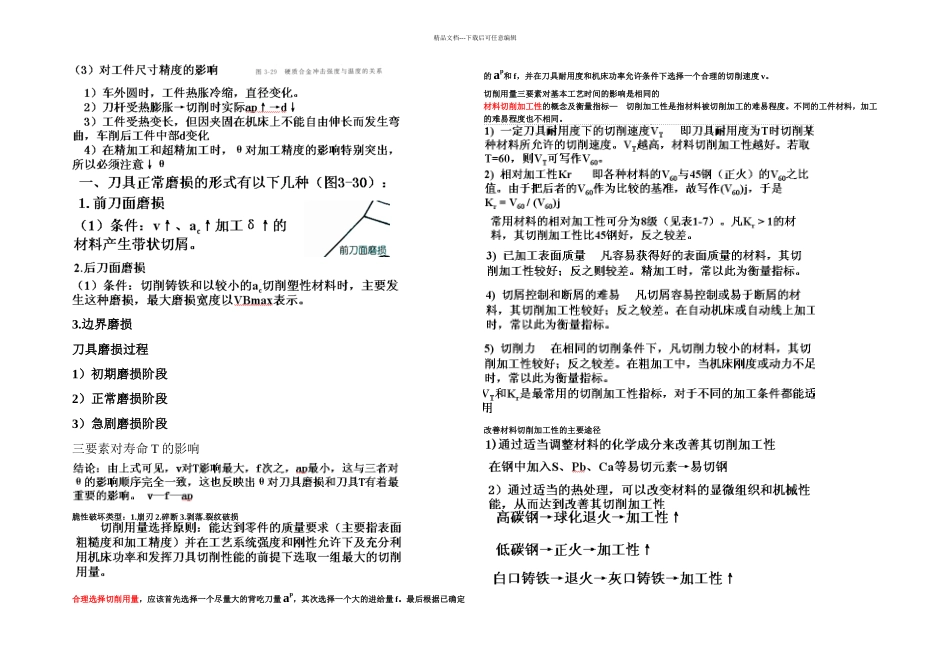
边界磨损刀具磨损过程1)初期磨损阶段2)正常磨损阶段3)急剧磨损阶段三要素对寿命 T 的影响脆性破坏类型:1
裂纹破损 合理选择切削用量,应该首先选择一个尽量大的背吃刀量ap,其次选择一个大的进给量 f
最后根据已确定的ap和 f,并在刀具耐用度和机床功率允许条件下选择一个合理的切削速度 v
切削用量三要素对基本工艺时间的影响是相同的材料切削加工性的概念及衡量指标— 切削加工性是指材料被切削加工的难易程度
不同的工件材料,加工的难易程度也不相同
改善材料切削加工性的主要途径精品文档---下载后可任意编辑保证加工精度的条件:斜楔的自锁条件是:斜楔的升角小于斜楔与工件,斜楔与夹