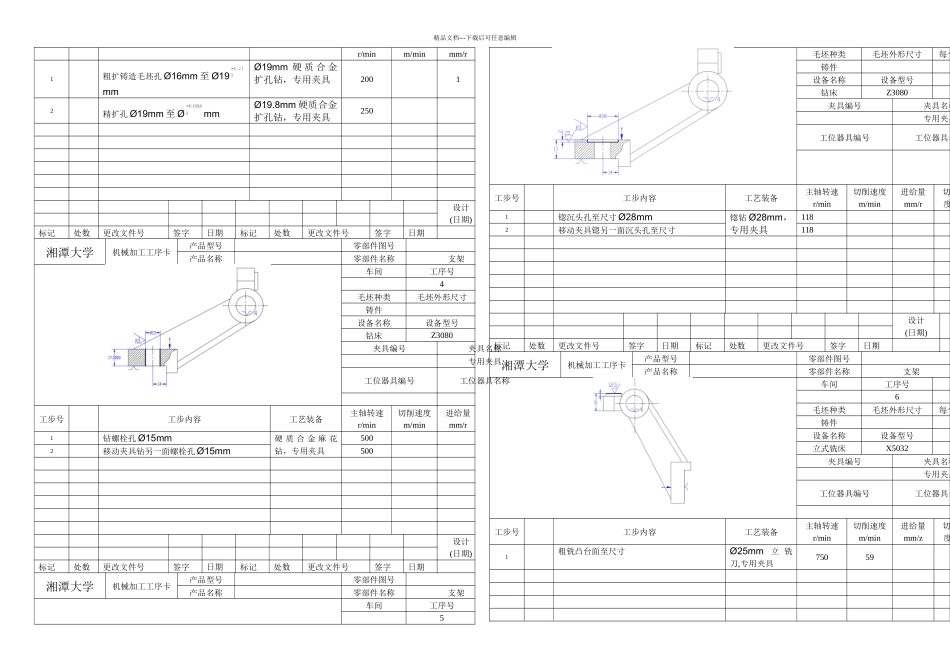
精品文档---下载后可任意编辑湘潭大学机械加工工艺过程卡产品型号零部件图号产品名称零部件名称支架材料HT200毛坯种类铸件毛坯外形尺寸每个毛坯可制件数1每台件数工序号工序名称工序内容车间工段设备工艺装备1铣铣大小两头端面X5032专用夹具,面铣刀2铣铣大头端平面(60mm,80mm)X5032专用夹具,面铣刀3扩扩小头孔 Ø20Z3080专用夹具,扩孔钻4钻钻 2×Ø15 螺栓孔Z3080专用夹具,标准麻花钻5锪锪两螺栓底面 Ø28Z3080专用夹具,锪钻6铣铣螺纹处凸台X5032专用夹具,立铣刀7钻钻 ØZ3080专用夹具,标准麻花钻8攻丝攻 ØZ3080专用夹具,机用丝锥9铣铣螺纹处 3mm 槽X5032专用夹具,锯片铣刀10扩孔扩上部分 M10 螺丝孔为 Ø11Z3080专用夹具,扩孔钻11半精铣半精铣大端平面X5032专用夹具,面铣刀12铰铰小头孔 Ø20Z3080专用夹具,机用铰刀13钳去毛刺钳工台锉刀14检检查各处尺寸和精度量具设计(日期)审核(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架车间工序号1毛坯种类毛坯外形尺寸铸件设备名称设备型号立式铣床X5032夹具编号夹具名称专用夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z1粗铣小头端端面 A1Ø50mm 硬 质 合 金 面铣刀,专用夹具3752翻转夹具,粗铣小头端端面 A2375设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架车间工序号2铣大头端端面毛坯种类毛坯外形尺寸每个毛坯可制件数铸件设备名称设备型号立式铣床X5032夹具编号夹具名称专用夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速r/mi