精品文档---下载后可任意编辑任务书工作任务与要求 ××生产设备是为某工作具有加工、检测、分拣功能的机电一体化设备,该设备根据生产需要,设置了两种工作方式
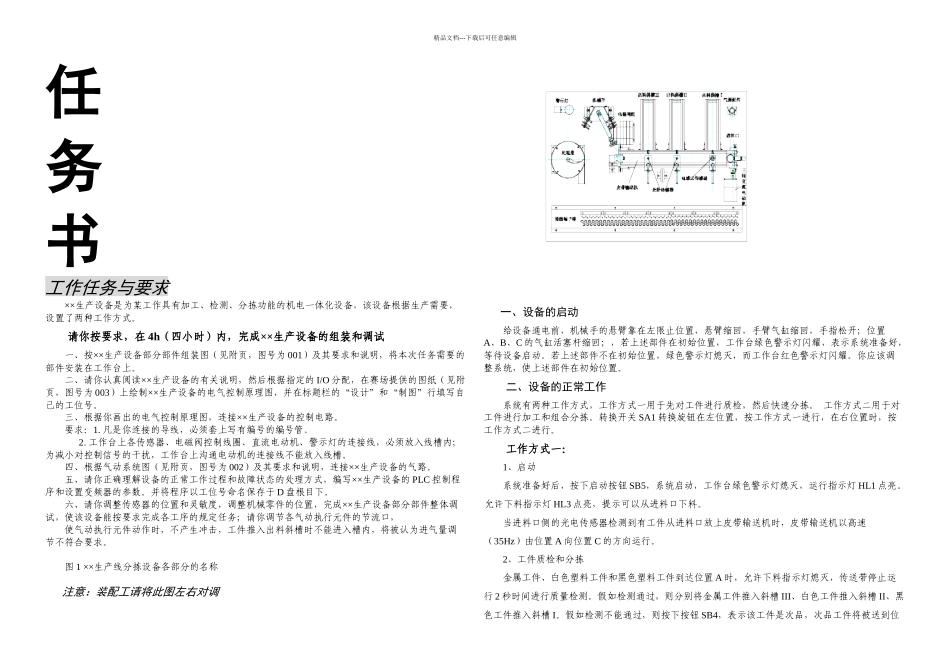
请你按要求,在 4h(四小时)内,完成××生产设备的组装和调试一、按××生产设备部分部件组装图(见附页,图号为 001)及其要求和说明,将本次任务需要的部件安装在工作台上
二、请你认真阅读××生产设备的有关说明,然后根据指定的 I/O 分配,在赛场提供的图纸(见附页,图号为 003)上绘制××生产设备的电气控制原理图,并在标题栏的“设计”和“制图”行填写自己的工位号
三、根据你画出的电气控制原理图,连接××生产设备的控制电路
凡是你连接的导线,必须套上写有编号的编号管
工作台上各传感器、电磁阀控制线圈、直流电动机、警示灯的连接线,必须放入线槽内;为减小对控制信号的干扰,工作台上沟通电动机的连接线不能放入线槽
四、根据气动系统图(见附页,图号为 002)及其要求和说明,连接××生产设备的气路
五、请你正确理解设备的正常工作过程和故障状态的处理方式,编写××生产设备的 PLC 控制程序和设置变频器的参数
并将程序以工位号命名保存于 D 盘根目下
六、请你调整传感器的位置和灵敏度,调整机械零件的位置,完成××生产设备部分部件整体调试,使该设备能按要求完成各工序的规定任务;请你调节各气动执行元件的节流口,使气动执行元件动作时,不产生冲击,工件推入出料斜槽时不能进入槽内,将被认为进气量调节不符合要求
图 1 ××生产线分拣设备各部分的名称注意:装配工请将此图左右对调一、设备的启动给设备通电前,机械手的悬臂靠在左限止位置,悬臂缩回,手臂气缸缩回,手指松开;位置A、B、C 的气缸活塞杆缩回;,若上述部件在初始位置,工作台绿色警示灯闪耀,表示系统准备好,等待设备启动
若上述部件不在初始位置,绿色警示灯熄灭,而工作台红