精品文档---下载后可任意编辑一、目的:法律规范定位销与检测销的设计与制作安装,提高检具品质及设计效率二、适用范围:青岛嘉和模塑有限公司检具部三、定位销-在零件夹紧和开始检测之前, 首先须将零件定位, 定位销用于将零件精确地定位于检具上
-定位销的位置根据零件图纸 RPS 系统确定 (通常每个零件设置两个定位孔)
-定位销由导向、定位及手柄三部分组成,保证销子导向部分能够在定位孔内进出自由
-定位销的标注:在手柄凹槽内标注销子牌号以及对应的 RPS 点名称
-根据零件 RPS 特性,定位销相应设置成锥型销( A1k,A2k)或柱型销(A1z,A2z)
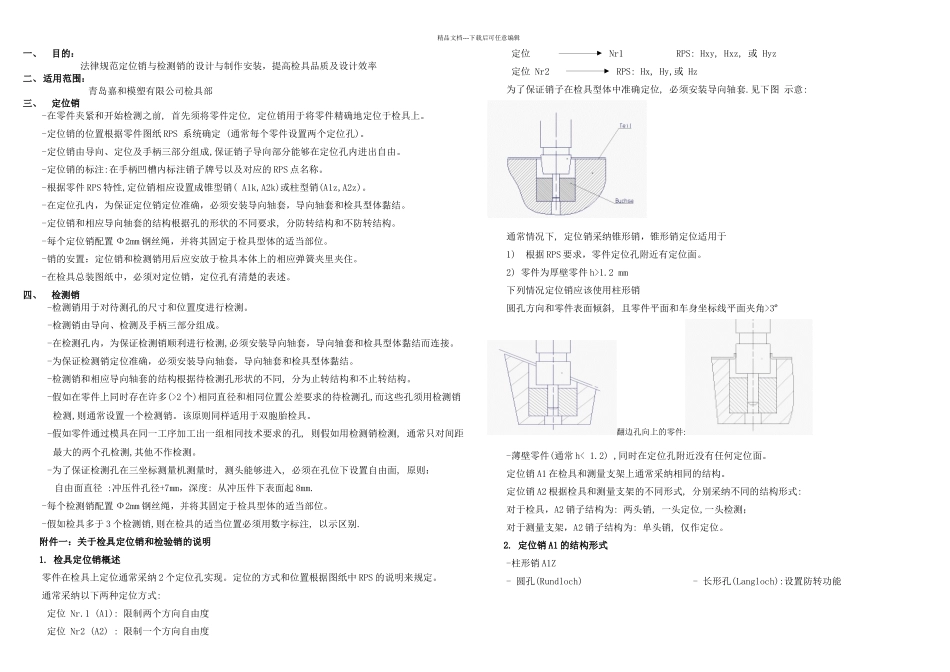
-在定位孔内,为保证定位销定位准确,必须安装导向轴套,导向轴套和检具型体黏结
-定位销和相应导向轴套的结构根据孔的形状的不同要求, 分防转结构和不防转结构
-每个定位销配置 Ф2mm 钢丝绳,并将其固定于检具型体的适当部位
-销的安置:定位销和检测销用后应安放于检具本体上的相应弹簧夹里夹住
-在检具总装图纸中,必须对定位销,定位孔有清楚的表述
四、检测销-检测销用于对待测孔的尺寸和位置度进行检测
-检测销由导向、检测及手柄三部分组成
-在检测孔内,为保证检测销顺利进行检测,必须安装导向轴套,导向轴套和检具型体黏结而连接
-为保证检测销定位准确,必须安装导向轴套,导向轴套和检具型体黏结
-检测销和相应导向轴套的结构根据待检测孔形状的不同, 分为止转结构和不止转结构
-假如在零件上同时存在许多(>2 个)相同直径和相同位置公差要求的待检测孔,而这些孔须用检测销检测,则通常设置一个检测销
该原则同样适用于双胞胎检具
-假如零件通过模具在同一工序加工出一组相同技术要求的孔, 则假如用检测销检测, 通常只对间距最大的两个孔检测,其他不作检测
-为了保证检测孔在三坐标测量机测量时, 测头能够进入, 必须在孔位下设置自由面, 原则:自由面直