中煤集团鄂尔多斯图克化肥项目气化钢结构箱型梁工程 煤气化箱型梁 加工制作工艺 青岛昊宇重工有限公司 2 0 1 2 年 6 月 3 0 日 煤气化箱型梁加工制作工艺 箱型梁的制作工艺流程: 原材料入厂→检验、矫正→套料 内隔板加工→下料、切割→铣边→开坡口 →加电渣焊垫板→加固焊 箱体加工→翼板、腹板下料、切割 →腹板开坡口→工艺隔板、电渣焊内隔板与下翼缘装配→U型结构组合 →内隔板与腹板焊接、工艺隔板与翼板焊接→U型矫正(腹板焊缝处加衬板) →箱型结构组合(盖板)→加固打底焊→内隔板与翼板之间电渣焊→UT合格 →主焊缝埋弧焊→UT合格→校形、处理外观→标记→发货 箱形梁的加工及制作工艺要求: 3
9 箱型梁的加工制作工艺要求: 3
1 箱型梁零件加工按 GB50205标准要求执行; 3
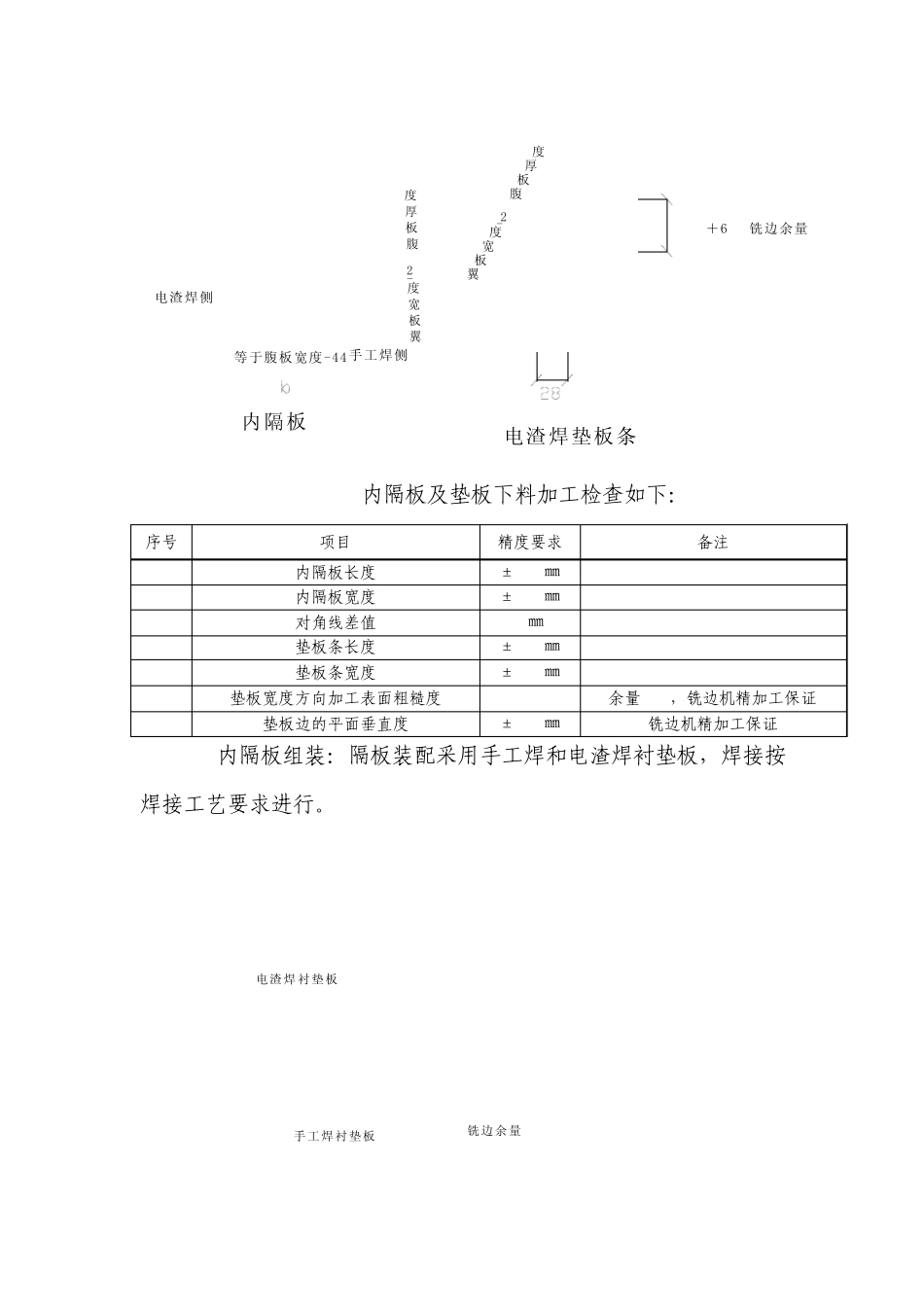
2 箱型梁的零部件主要由:内隔板(包括工艺隔板)垫板;箱体的翼板,腹板的装配焊接组成
3 内隔板(包括工艺隔板),需实行精加工制作
下料制板加工车间采用数控切割机下料,电渣焊隔板的垫板需要铣边(刨边)
铣削完毕后除毛刺:并用记号笔编上零件号,保证其尺寸及形位公差
+6铣边余量翼板宽度-2腹板厚度电渣焊垫板条电渣焊侧手工焊侧内隔板翼板宽度-2腹板厚度等于腹板宽度-443
4 内隔板及垫板下料加工检查如下: 序号 项目 精度要求 备注 1 内隔板长度 ±0
5㎜ / 2 内隔板宽度 ±0
5㎜ / 3 对角线差值 2㎜ / 4 垫板条长度 ±0
5㎜ / 5 垫板条宽度 ±0
5㎜ / 6 垫板宽度方向加工表面粗糙度 余量 6mm,铣边机精加工保证 7 垫板边的平面垂直度 ±0
5㎜ 铣边机精加工保证 3
5 内隔板组装:隔板装配采用手工焊和电渣焊衬垫板,焊接按焊接工艺要求进行
手工焊衬垫板电渣焊衬垫板铣边余量 3
6 腹板开坡口形式: 主 焊 缝 熔 透 坡