导线/引线与接线柱的安装与焊接 工 艺 规 1 导线/引线与接线柱的安装与焊接工艺规范 1 范围 本规范规定了设备电气盒制作过程中手工焊接技术要求、工艺方法和质量检验要求
2 引用文件 下列文件中的有关条款通过引用而成为本规范的条款
凡注日期或版次的引用文件,其后的任何修改单(不包括勘误的内容)或修订版本都不适用于本规范但提倡使用本规范的各方探讨使用其最新版本的可能性
凡不注日期或版次的引用文件,其最新版本适用本规范
HB 7262
1-1995 航空产品电装工艺 电子元器的安装 HB 7262
2-1995 航空产品电装工艺 电子元器的焊接 QJ 3117-1999 航天电子电气产品手工焊接工艺技术要求 IPC-A-610E-2010 电子组件的可接收性 3 环境条件 环境温度要求:20℃-30℃
相对湿度要求:30%-75%
照明光照度要求:工作台面不低于500lx
工作场地应无灰尘,及时清除杂物(如污、油脂、导线头、绝缘体碎屑等)工作区域不得洒水
4 人员要求 操作及检验人员应经过电装工艺的培训持证上岗,特种工艺人员需经专门考 试 的项 目及应获 得的等级 资 格 证书
5 接线柱与引线/导线安装、焊接通用要求 5
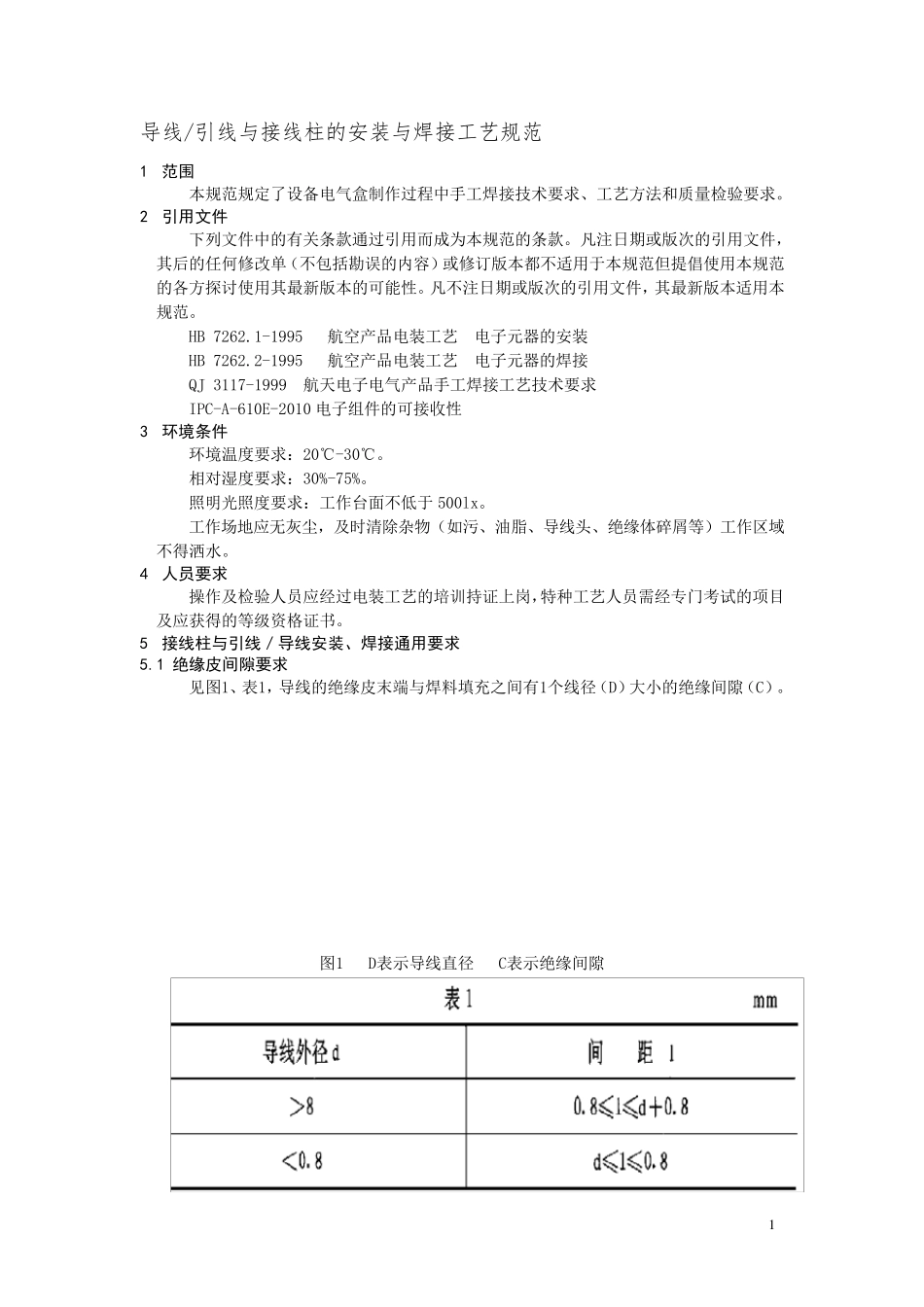
1 绝缘皮间隙要求 见 图 1、表 1,导线的绝缘皮 末 端 与 焊料 填 充 之 间 有1个 线径 (D)大 小 的绝缘间 隙 (C)
图 1 D表 示 导线直 径 C表 示 绝缘间 隙 2 5
2 绝缘挠性套管放置要求 绝缘套管覆盖连接器接线柱并伸过导线绝缘皮4 倍线径(D),见图2
绝缘套管末端到连接器接线柱进入连接器插入点的间距等于 1 倍线径(D)
3 焊接通用要求 导线/引线与接线柱界面之间有 100%的焊料填充(缠绕的全部范围)
焊料润湿导线/引线和接线柱,形成一个可辨识的填充,呈羽状外延出一个平滑的边缘