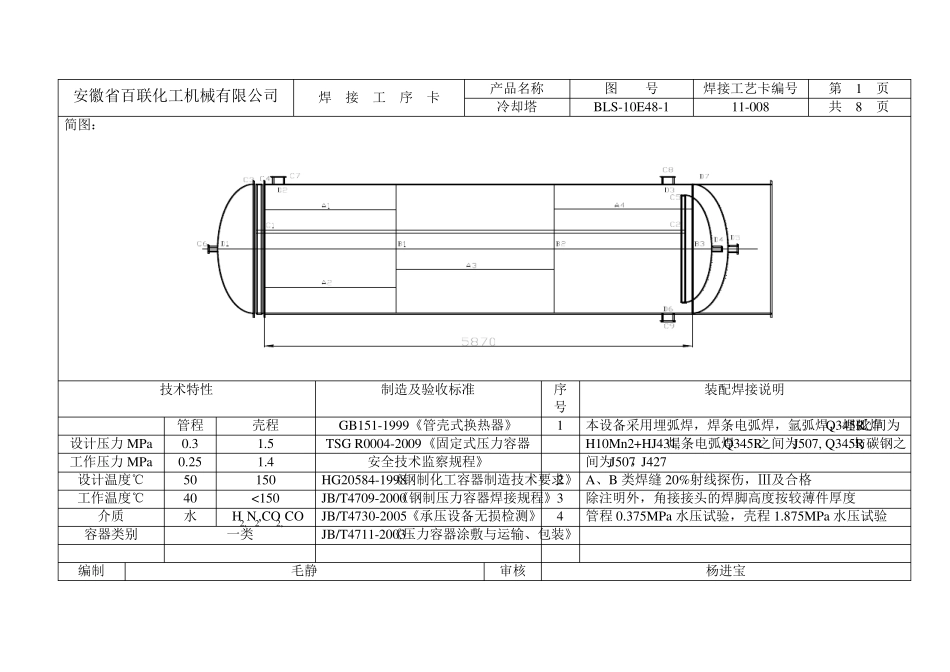
焊 接 工 艺 卡 产品名称: 冷却塔 焊接工艺卡编号: 11-008 图 号: BLS-10E48-1 编 制: 日 期: 审 核: 日 期: 安徽省百联化工机械有限公司 安徽省百联化工机械有限公司 焊 接 工 序 卡 产品名称 图 号 焊接工艺卡编号 第 1 页 冷却塔 BLS-10E48-1 11-008 共 8 页 简图: 技术特性 制造及验收标准 序号 装配焊接说明 管程 壳程 GB151-1999《管壳式换热器》 1 本设备采用埋弧焊,焊条电弧焊,氩弧焊,埋弧焊Q345R之间为 设计压力MPa 0
5 TSG R0004-2009《固定式压力容器 H10Mn2+HJ431, 焊条电弧焊Q345R之间为J507, Q345R与碳钢之 工作压力MPa 0
4 安全技术监察规程》 间为J507,J427 设计温度℃ 50 150 HG20584-1998《钢制化工容器制造技术要求》 2 A、B 类焊缝 20%射线探伤,Ⅲ及合格 工作温度℃ 40