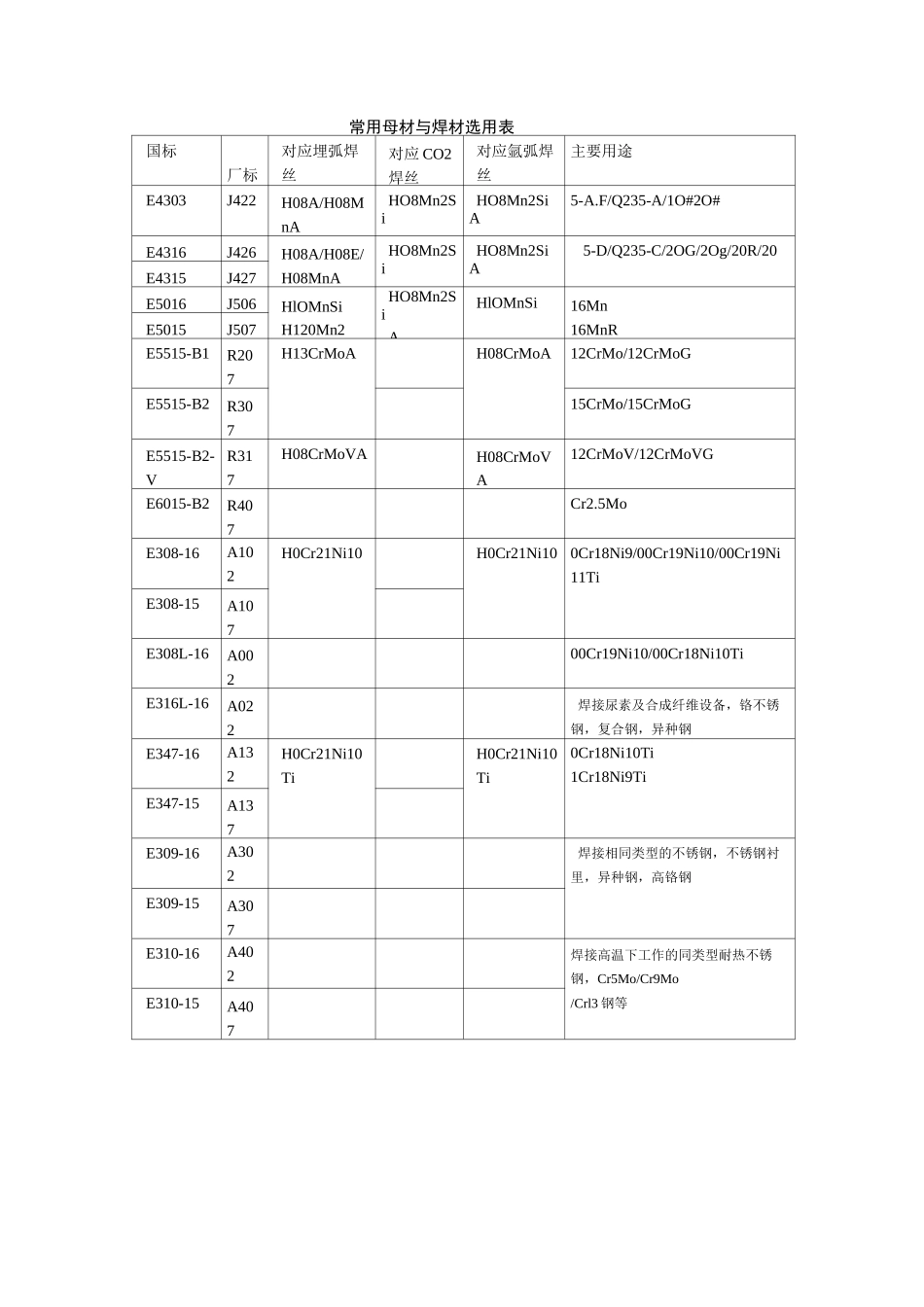
常用母材与焊材选用表国标厂标对应埋弧焊丝对应 CO2焊丝对应氩弧焊丝主要用途E4303J422H08A/H08MnAHO8Mn2SiHO8Mn2SiA5-A
F/Q235-A/1O#2O#E4316J426H08A/H08E/H08MnAHO8Mn2SiHO8Mn2SiA5-D/Q235-C/2OG/2Og/20R/20E4315J427E5016J506HlOMnSiH120Mn2HO8Mn2SiAHlOMnSi16Mn16MnRE5015J507E5515-B1R207H13CrMoAH08CrMoA12CrMo/12CrMoGE5515-B2R30715CrMo/15CrMoGE5515-B2-VR317H08CrMoVAH08CrMoVA12CrMoV/12CrMoVGE6015-B2R407Cr2
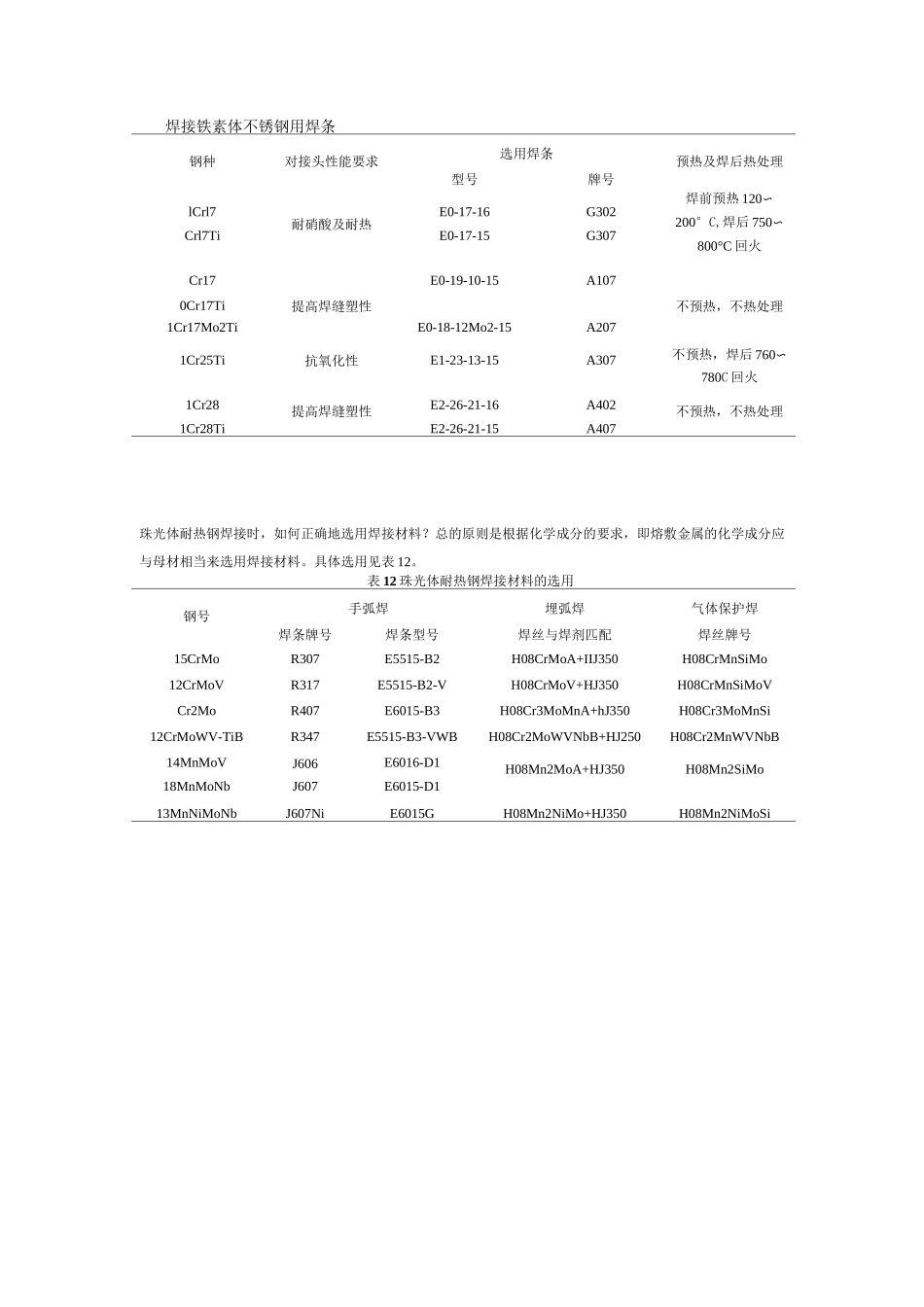
5MoE308-16A102H0Cr21Ni10H0Cr21Ni100Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15A107E308L-16A00200Cr19Ni10/00Cr18Ni10TiE316L-16A022焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16A132H0Cr21Ni10TiH0Cr21Ni10Ti0Cr18Ni10Ti1Cr18Ni9TiE347-15A137E309-16A302焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15A307E310-16A402焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Crl3 钢等E310-15A407焊接铁素体不锈钢用焊条钢种对接头性能要求选用焊条预热及焊后热处理型号牌号lCrl7Crl7Ti耐硝酸及耐热E0-17-16E0-17-15G302G307焊前预热 120〜200°C,焊后 750〜800°C 回火Cr17E0-19-10-15