手工焊接工艺1、目的规范在制品加工中手工插件、手工贴片、手工焊、浸焊的操作,保证产品质量
2、适用范围生产车间所有产品印制板手工插件、手工贴片、手工焊、浸焊等各工序施工区
3、手工焊接使用的工具及要求3
1 电烙铁3
1手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地
2电烙铁绝缘电阻应大于10MΩ,电源线绝缘层不得有破损
3将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳定显示值应小于3Ω;否则接地不良
4烙铁头不得有氧化、烧蚀、变形等缺陷
2 烙铁支架3
1烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住烙铁的全部发热部位
2支架上的清洁海绵加适量清水,使海绵湿润不滴水为宜
3 镊子:端口闭合良好,镊子尖无扭曲、折断
4 防静电手腕:检测合格,手腕带松紧适中,金属片与手腕部皮肤贴合良好,接地线连接可靠
5 烙铁不使用时上锡保护,工作时段长时间不用必须关闭电源防止空烧,下班后必须拔掉电源
4、手工焊接准备工作4
1保证焊接人员戴防静电手腕,确认怛温烙铁接地
2检查烙铁发热是否正常,烙铁头是否氧化或有脏物,如有可在湿海绵上擦去脏物,烙铁头在焊接前应挂上一层光亮的焊锡
3检查烙铁头温度是否符合所要焊接的元件要求,每次开启烙铁和调整烙铁温度都必须进行温度测试
4检查烙铁漏电压,用万用表交流档测试烙铁头和地线之间的电压,要求小于5V,否则不能使用
5、操作步骤5
1检查待装元器件的外观,浸锡及成形是否符合要求,不符合要求不得装配
2检查印制板是否有缺孔、缺印制线,可与设计图对照,不符合要求不得装焊,并及时提出
3检查完后,根据设计要求或实际情况,将不能浸焊的孔用阻焊胶带贴在焊接面贴孔
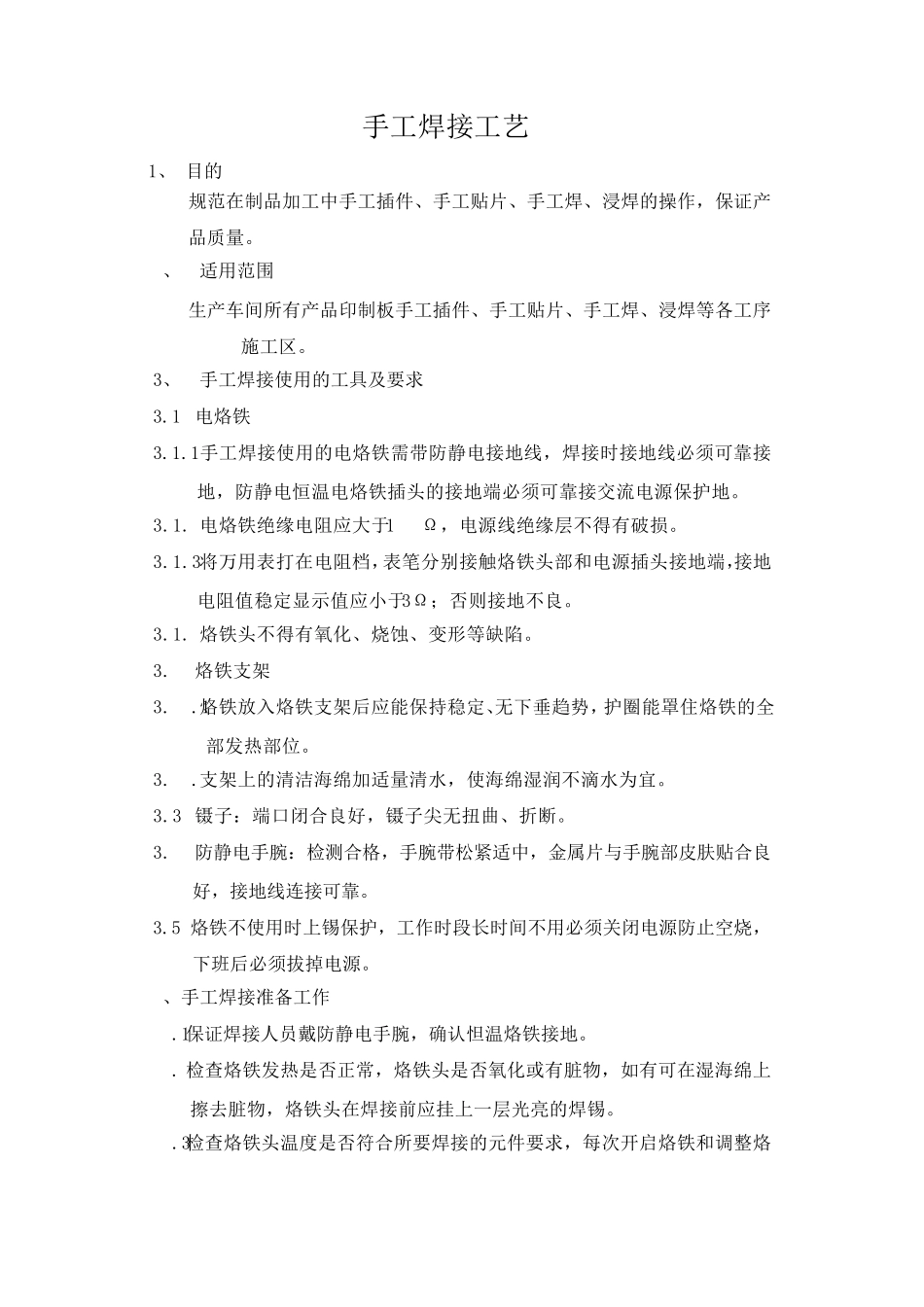
4单面印制板的插装5