精品文档---下载后可任意编辑 第 3 章准备功能 3.1 G 代码概要 3.2 定位(G00) 3.3 直线切削(G01) 3.4 圆弧切削/螺纹切削(G02、G03) 3.5 无运动时间(G04) 3.6 准确定位校验 (G09、G61、G64) 3.7 输入可编程数据(G10) 3.8 软限程 3.9 返回到工作原点(G28) 3.10 自工作原点开始的返回(G29) 3.11 返回到第 2、第 3、第 4 工作原点(G30) 3.12 选择机械坐标系(G53) 3.13 选择工件坐标系(G54~G59) 3.14 选择追加工件坐标系() 3.15 坐标旋转功能(G68、G69) 3.16 使用测量结果坐标旋转(G168) 3.17 绝对位置坐标指令与相对位置坐标指令 (G90、G91) 3.18 设定工件坐标系(G92) 3.19 测量进给(G131、G132) 3.20 攻丝转向的转换 3.21 (G133、G134) G 代码优先顺序精品文档---下载后可任意编辑3.1 G 代码概要G 代码以地址字母 G 后 3 位内的数字指令此程序段执行何种功能
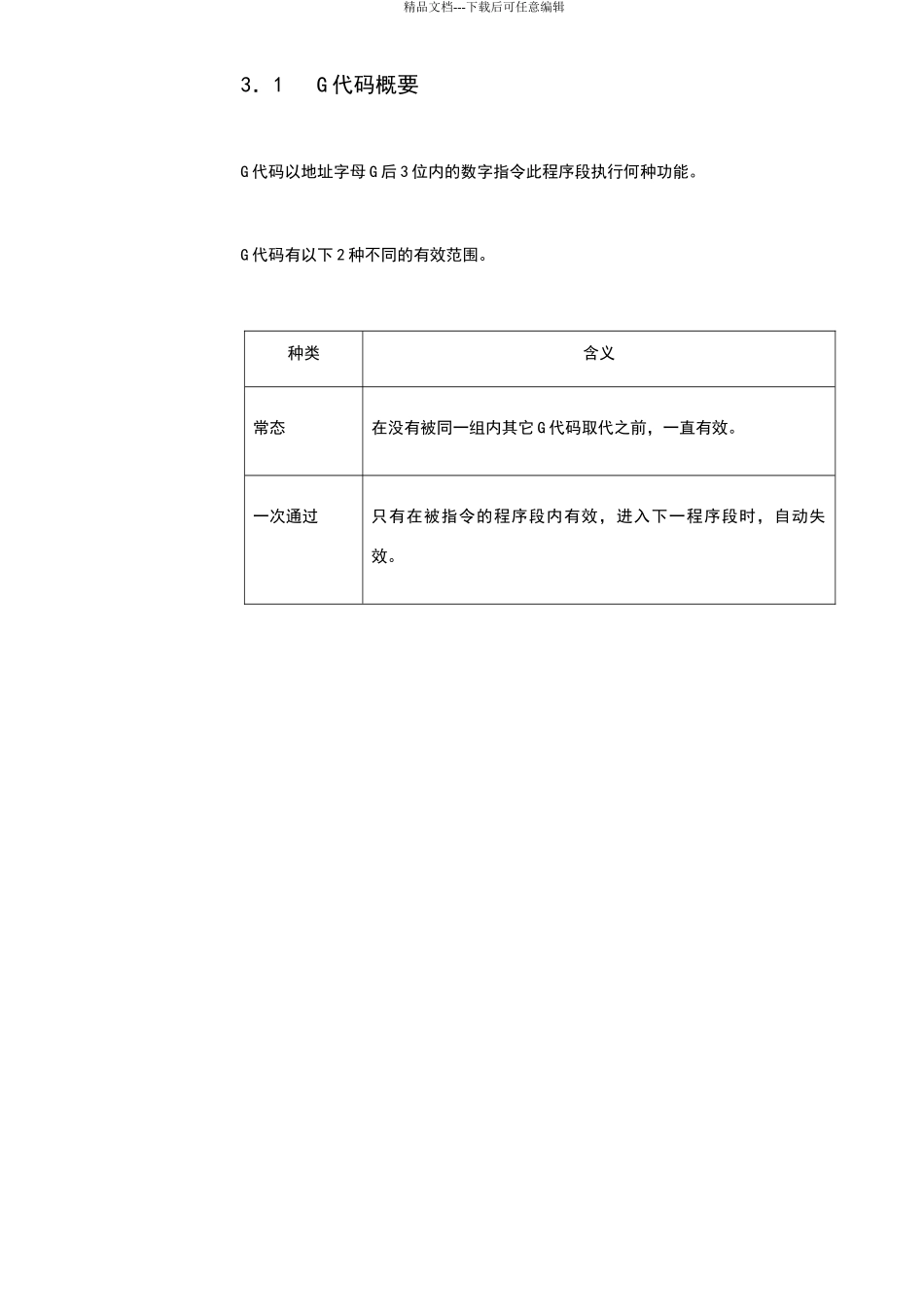
G 代码有以下 2 种不同的有效范围
种类含义常态在没有被同一组内其它 G 代码取代之前,一直有效
一次通过只有在被指令的程序段内有效,进入下一程序段时,自动失效
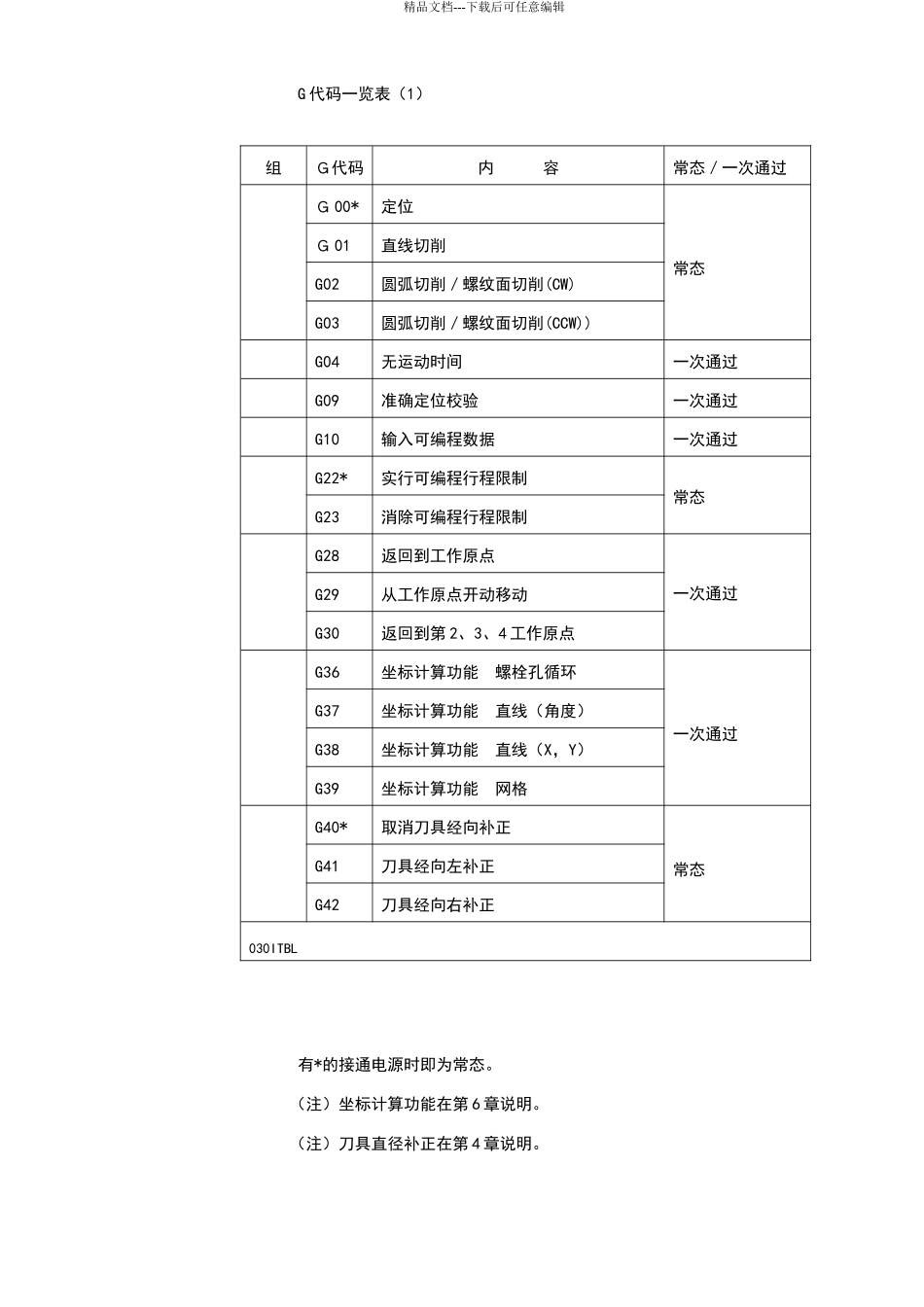
精品文档---下载后可任意编辑 G 代码一览表(1)组G代码内 容常态/一次通过G 00*定位常态G 01直线切削G02圆弧切削/螺纹面切削(CW)G03圆弧切削/螺纹面切削(CCW))G04无运动时间一次通过G09准确定位校验一次通过G10输入可编程数据一次通过G22*实行可编程行程限制常态G23消除可编程行程限制G28返回到工作原点一次通过G29从工作原点开动移动G30返回到第 2、3、4 工作原点G36坐标计算功能 螺栓孔循环一次通过G37坐标计算功