可编程控制器用于张力控制的一种方法 本文介绍一种采用PLC 的超细线拉丝机自动控制系统,利用PLC 的功能指令,可以方便地实现拉丝机的张力控制
一、拉丝机的工作原理及控制要求 超细漆包线是一种精细线材,广泛应用于电工、电子行业
超细线拉丝机是其主要生产设备之一
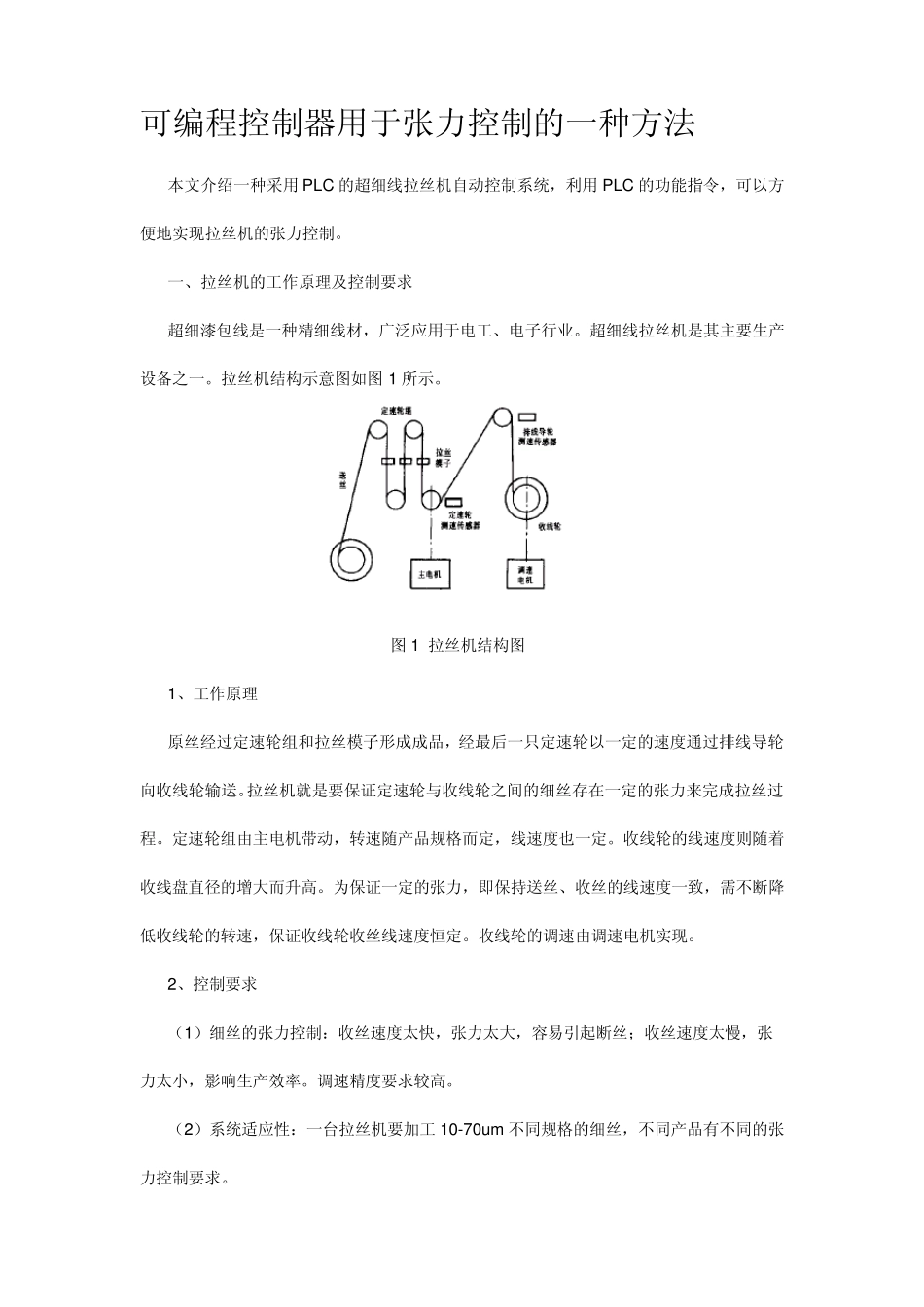
拉丝机结构示意图如图 1 所示
图 1 拉丝机结构图 1、工作原理 原丝经过定速轮组和拉丝模子形成成品,经最后一只定速轮以一定的速度通过排线导轮向收线轮输送
拉丝机就是要保证定速轮与收线轮之间的细丝存在一定的张力来完成拉丝过程
定速轮组由主电机带动,转速随产品规格而定,线速度也一定
收线轮的线速度则随着收线盘直径的增大而升高
为保证一定的张力,即保持送丝、收丝的线速度一致,需不断降低收线轮的转速,保证收线轮收丝线速度恒定
收线轮的调速由调速电机实现
2、控制要求 (1)细丝的张力控制:收丝速度太快,张力太大,容易引起断丝;收丝速度太慢,张力太小,影响生产效率
调速精度要求较高
(2)系统适应性:一台拉丝机要加工 10-70um 不同规格的细丝,不同产品有不同的张力控制要求
(3)超细铜丝价格昂贵,易变形断丝,对系统的运行可靠性要求较高
在拉丝机的自动运行过程中如何测出速度信号,如何保持恒定的收丝速度,如何满足产品的调速精度要求,是本系统的控制关键
二、控制方式 1、要实现拉丝、收丝的速度控制,首先要测出速度信号
定速轮线速反映了拉丝速度,排线导轮由细丝带动旋转,其线速反映了收线轮的线速,即收丝速度
因为定速轮与排线导轮之间的细丝存在一定的张力,细丝与两轮都存在摩擦力,由于摩擦打滑因素,排线导轮的线速与定速轮的线速并不相等,而是存在一定的比例关系K (由拉丝工艺确定)
因而在定速轮和排线导轮两端设置两只光电测速传感器,测出实际的定速轮转速和排线导轮转速值,间接反映拉丝、收丝线速度
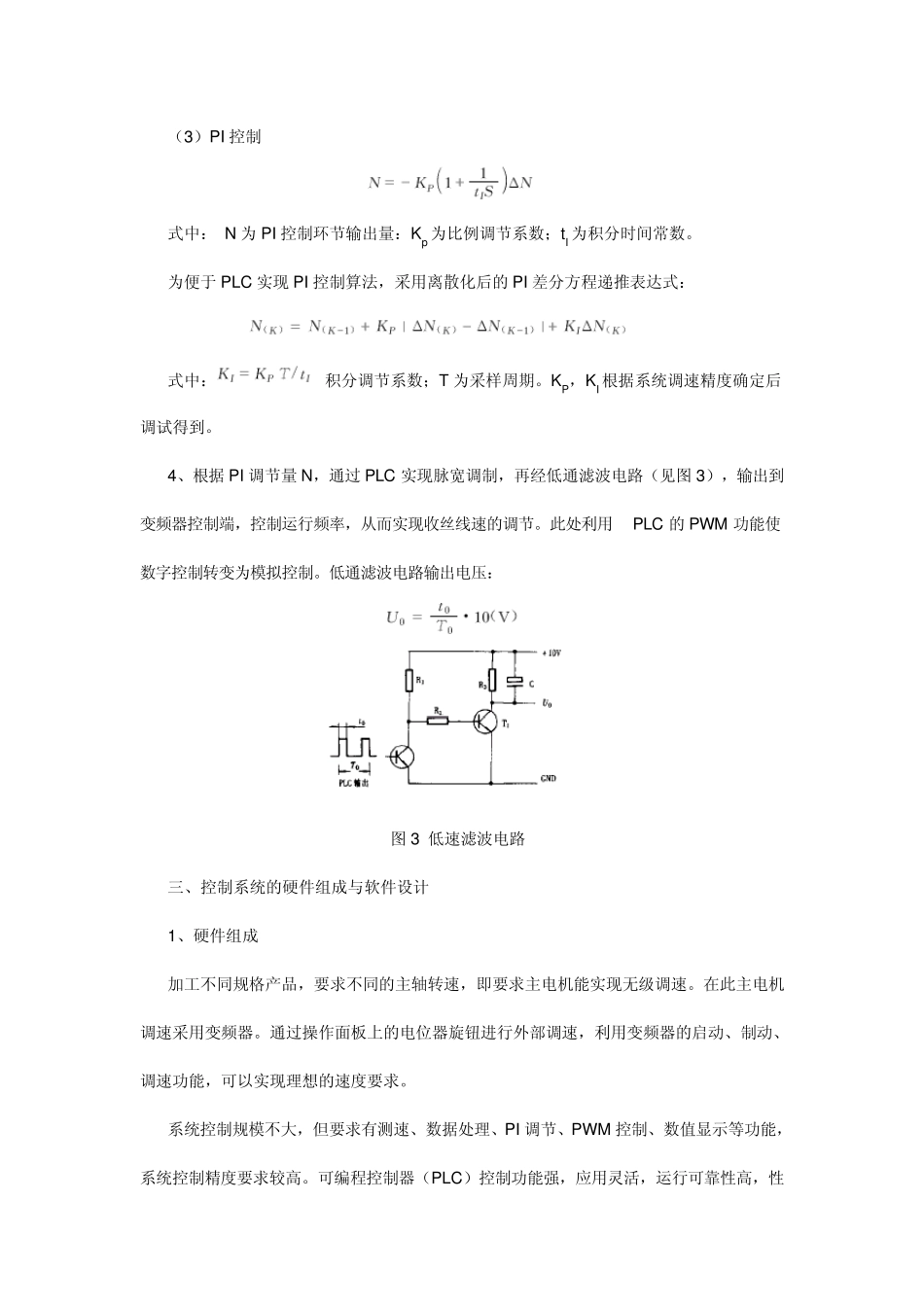
2、根据设备对速度稳定