任务二:机动进给车削台阶轴 任务描述: 台阶工件的车削,实际上就是外圆和平面车削的组合,因此在车削时必须注意兼顾外圆的尺寸精度和台阶长度的要求
其加工步骤与手动切削相同,只是在机动进给的过程中能对相关的手柄教学正确熟悉的操作
任务要求: 1、掌握调整机动进给手柄位置及机动进给车削外圆和平面的方法
2、掌握台阶工件的加工方法
3、掌握用划针找正工件的方法
任务实施: 一、相关的车削工艺 1、机动进给车削工件的过程 机动进给比手动进给又很多的优点,如操作力,进给均匀,加工后工件表面粗糙度小等
但机动进给是机械传动,操作者对车床手柄位置必须相当熟悉,否则在紧急情况下容易损坏工件或机床,使用机动进给的过程如下: 纵向车外圆过程如下: 启动机床工件旋转试切削机动进给纵向车外圆车至接近需要长度时停止进给改用手动进给车至长度尺寸退刀停车
横向车平面过程如下: 启动机床工件旋转试切削机动进给横向车平面车至工件中心时,停止进给改用手动进给车至工件中心退刀停车
2、工件的装夹与找正 三爪自动定心卡盘的三个卡爪是同步运动的,能自动定心(一般不要找正)
但在安装较长的工件时,工件离卡盘夹持部分较远处的旋转中心不一定与车床主轴中心重合,这时必须找正
或当三爪卡盘使用时间较长,已失去应有精度,而工件的加工精度要求又较高时,也需要找正
总的要求是使用工件的回转中心与车床主轴的回转中心重合
通常可采用以下几种方法
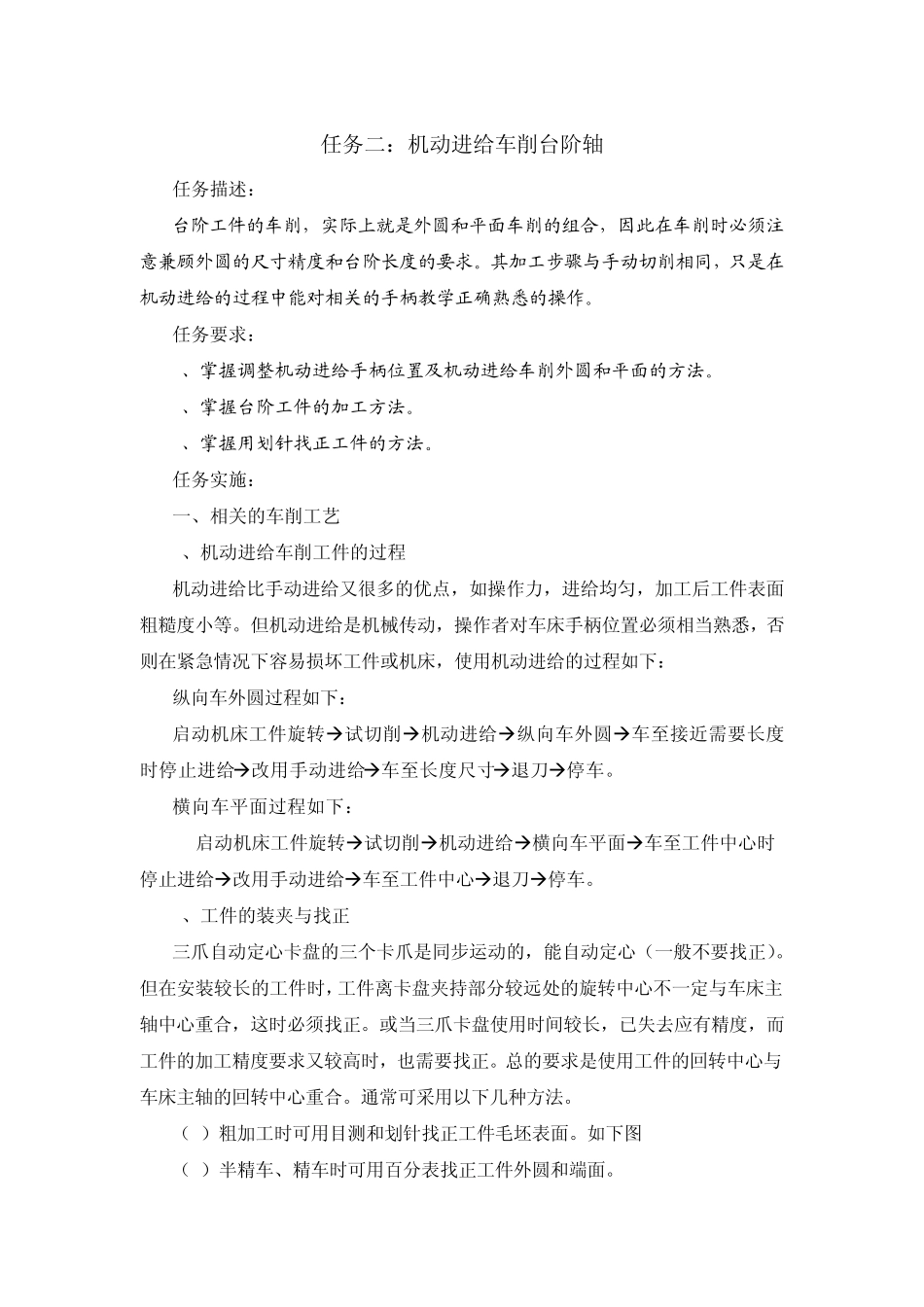
(1)粗加工时可用目测和划针找正工件毛坯表面
如下图 (2)半精车、精车时可用百分表找正工件外圆和端面
(3)装夹轴向尺寸较小的工件时,还可以先在刀架上装夹一圆头铜棒,再轻轻夹紧工件,然后使卡盘低低速转动,移动床鞍,使刀架上的圆棒轻轻接触已粗加工的工件表面,观察工件端面大致与轴线垂直后即停止旋转,并夹紧工件
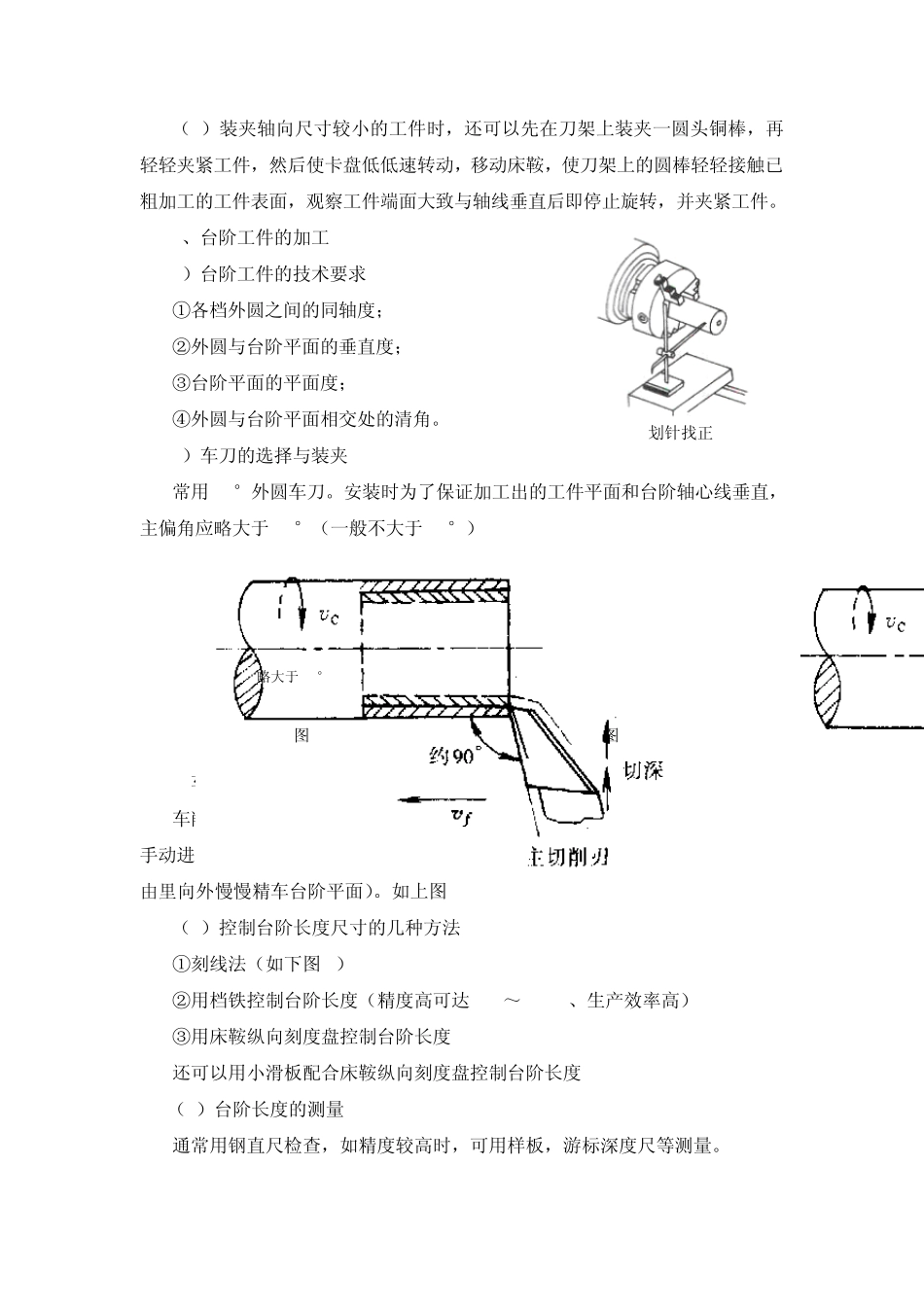
3、台阶工件的加工 1)台阶工件的技术