1 机床常用夹具 第一节 机床夹具概述 机床夹具是在机械制造过程中,用来固定加工对象,使之占有正确位置,以接受加工或检测并保证加工要求的机床附加装置,简称为夹具
一、机床夹具的主要功能 在机床上加工工件时,必须用夹具装好夹牢工件
将工件装好,就是在机床上确定工件相对于刀具的正确位置,这一过程称为定位
将工件夹牢,就是对工件施加作用力,使之在已经定好的位置上将工件可靠地夹紧,这一过程称为夹紧
从定位到夹紧的全过程,称为装夹
机床夹具的主要功能就是完成工件的装夹工作
工件装夹情况的好坏,将直接影响工件的加工精度
工件的装夹方法有找正装夹法和夹具装夹法两种
找正装夹方法是以工件的有关表面或专门划出的线痕作为找正依据,用划针或指示表进行找正,将工件正确定位,然后将工件夹紧,进行加工
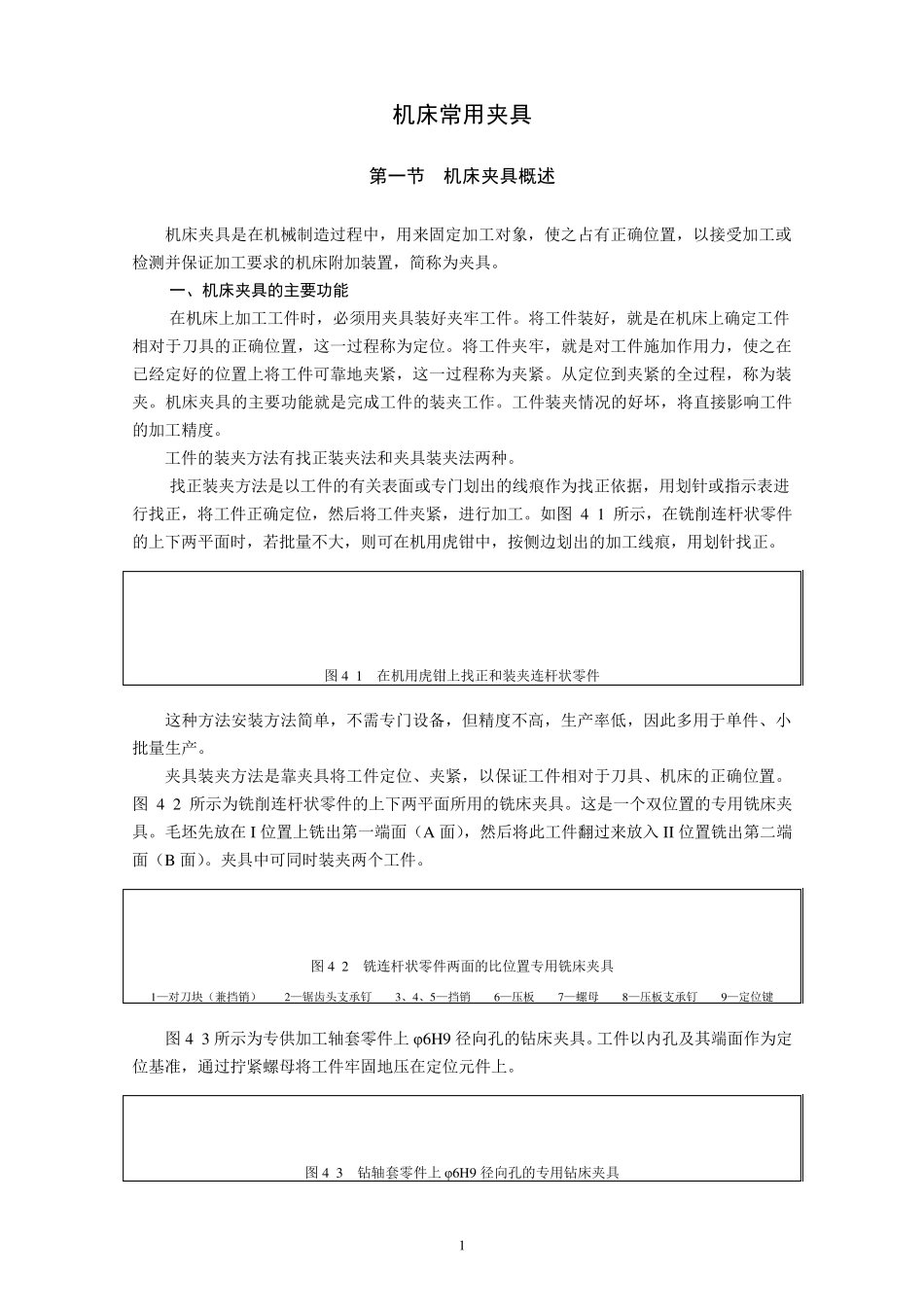
如图 4-1 所示,在铣削连杆状零件的上下两平面时,若批量不大,则可在机用虎钳中,按侧边划出的加工线痕,用划针找正
图 4-1 在机用虎钳上找正和装夹连杆状零件 这种方法安装方法简单,不需专门设备,但精度不高,生产率低,因此多用于单件、小批量生产
夹具装夹方法是靠夹具将工件定位、夹紧,以保证工件相对于刀具、机床的正确位置
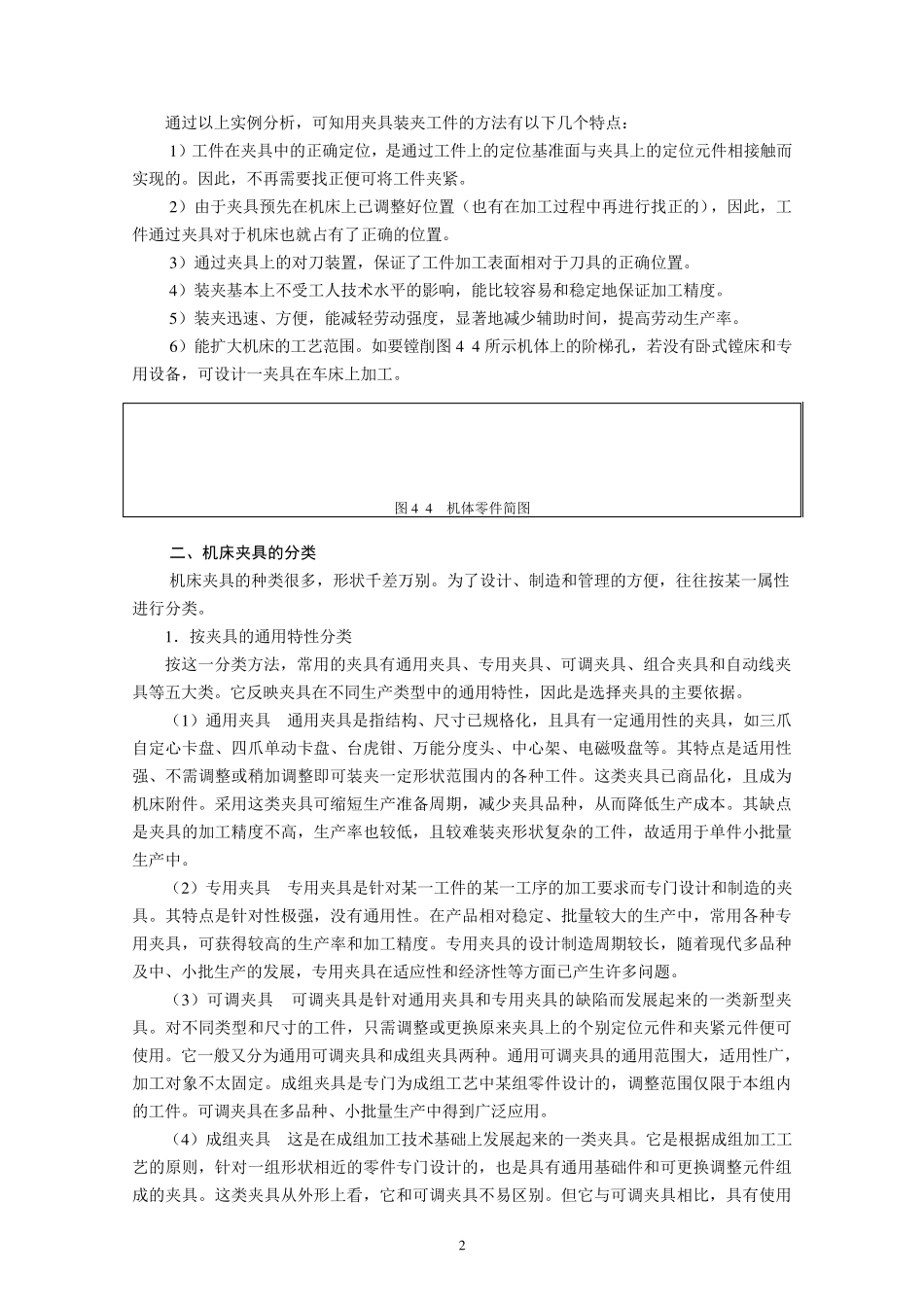
图 4-2 所示为铣削连杆状零件的上下两平面所用的铣床夹具
这是一个双位置的专用铣床夹具
毛坯先放在 I位置上铣出第一端面(A 面),然后将此工件翻过来放入II位置铣出第二端面(B 面)
夹具中可同时装夹两个工件
图 4-2 铣连杆状零件两面的比位置专用铣床夹具 1—对刀块(兼挡销) 2—锯齿头支承钉 3、4、5—挡销 6—压板 7—螺母 8—压板支承钉 9—定位键 图 4-3 所示为专供加工轴套零件上 φ6H9 径向孔的钻床夹具
工件以内孔及其端面作为定位基准,通过拧紧螺母将工件牢固地压在定位元件上
图 4-3 钻轴套零件上 φ6H9 径向孔的专用钻床夹具 2 通过以上