机床爬行实验 一、实验的目的 1、观察和了解机床爬行现象
2、熟悉机床爬行的测试方法
3、熟悉光栅爬行测量仪和光线示波器的使用
二、实验的工作原理 1、机床运动部件抵速爬行的原理: 机床运动部件(如工作台、溜板等)在低速度运动中出现的时态,时停或时慢的现象称为机床爬行
机床爬行一般产生在重载荷、低速运动的情况下,爬行位称量一般在几个μ m 到零点几毫米范围内,爬行频率一般不超过 10HZ,爬行对精密机床及精密落地大型机床具有很大的危害
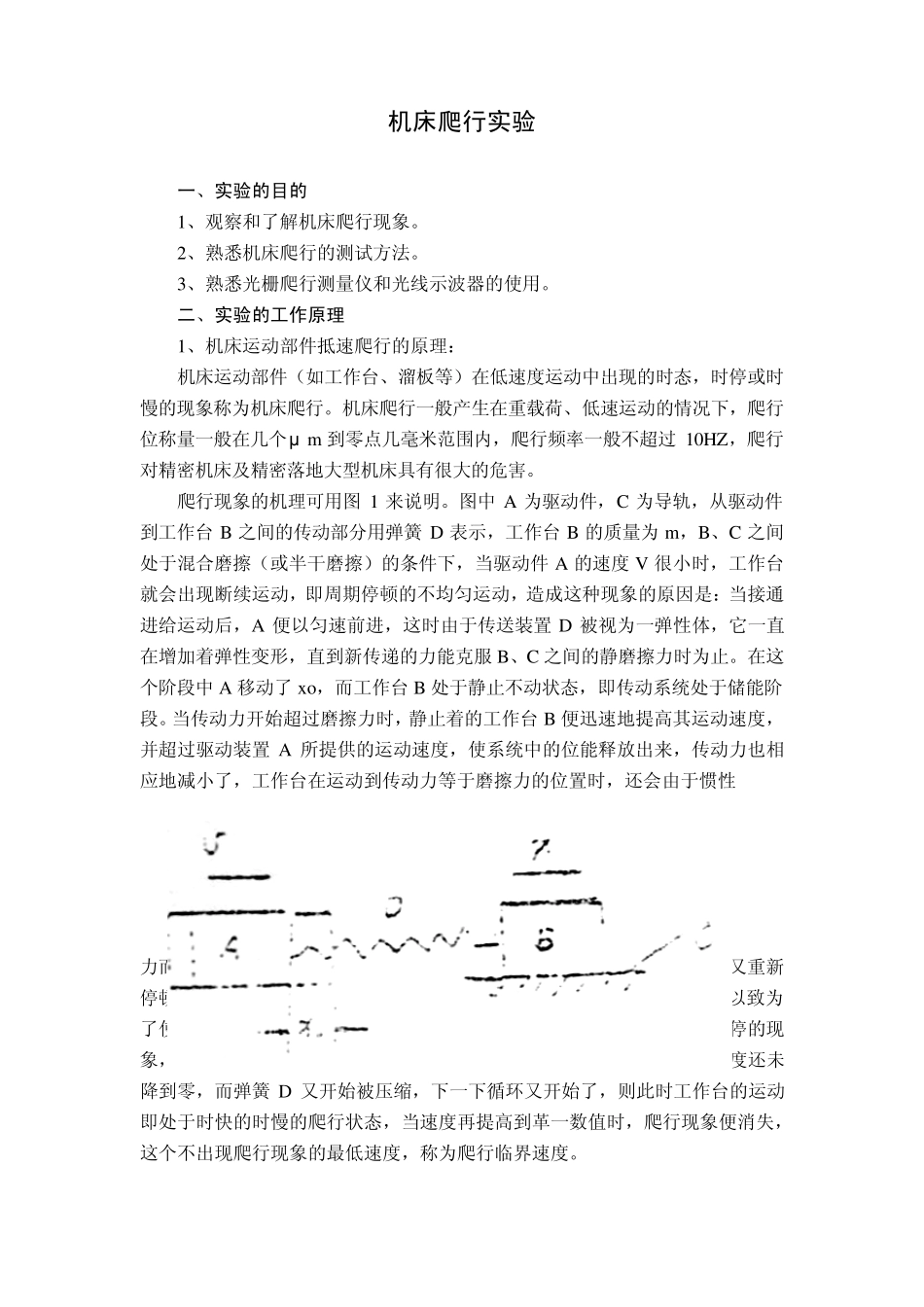
爬行现象的机理可用图 1 来说明
图中 A 为驱动件,C 为导轨,从驱动件到工作台 B 之间的传动部分用弹簧 D 表示,工作台 B 的质量为 m,B、C 之间处于混合磨擦(或半干磨擦)的条件下,当驱动件 A 的速度 V 很小时,工作台就会出现断续运动,即周期停顿的不均匀运动,造成这种现象的原因是:当接通进给运动后,A 便以匀速前进,这时由于传送装置D 被视为一弹性体,它一直在增加着弹性变形,直到新传递的力能克服B、C 之间的静磨擦力时为止
在这个阶段中 A 移动了 xo,而工作台 B 处于静止不动状态,即传动系统处于储能阶段
当传动力开始超过磨擦力时,静止着的工作台 B 便迅速地提高其运动速度,并超过驱动装置A 所提供的运动速度,使系统中的位能释放出来,传动力也相应地减小了,工作台在运动到传动力等于磨擦力的位置时,还会由于惯性 图 1 爬行的力学模型 A—驱动件 B—工作台 C—单轨 D—传动系统 力而继续向前移动一段距离,直到作用于工作台上的全部力平衡为止,它又重新停顿下来,完成一次“跳跃”,跳跃结束时,传动无件的弹性变形减小,以致为了使其继续运动,必须经过某一停顿时间,然后再出现跳跃,这种一跳一停的现象,就是时起时停的爬行,如果驱动速度较高,工作台在一个循环之末速度还未降到零,而弹簧 D 又开始被压缩,下一下循环又开始了,则此时工