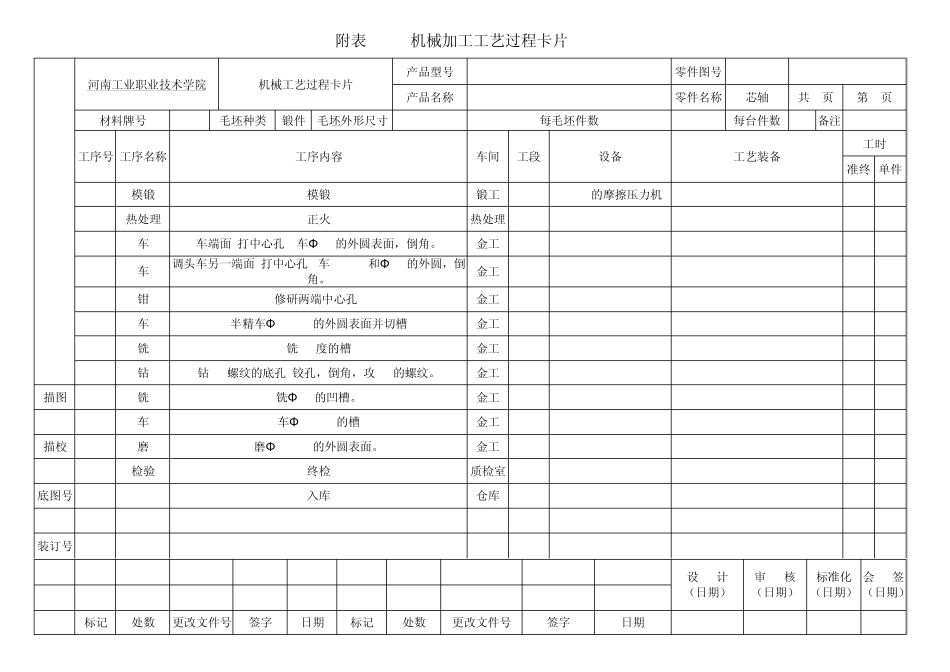
附表1-1 机械加工工艺过程卡片 河南工业职业技术学院 机械工艺过程卡片 产品型号 零件图号 2011
10 产品名称 零件名称 芯轴 共1页 第1页 材料牌号 45 毛坯种类 锻件 毛坯外形尺寸 129X81X81 每毛坯件数 1 每台件数 1 备注 工序号 工序名称 工序内容 车间 工段 设备 工艺装备 工时 准终 单件 1 模锻 模锻 锻工 100kN的摩擦压力机 DM01-2 2 热处理 正火 热处理 3 车 车端面,打中心孔, 车Φ 77的外圆表面,倒角
金工 CA6140 CZ01-1 4 车 调头车另一端面,打中心孔, 车35+0
0160和Φ 40的外圆,倒角
金工 CA6140 CZ01-1 5 钳 修研两端中心孔
金工 6 车 半精车Φ 35+0
0160的外圆表面并切槽 金工 CA6140 CZ01-2 7 铣 铣 90度的槽 金工 X63 XZ01-1 8 钻 钻 M8螺纹的底孔,铰孔,倒角,攻 M8的螺纹
金工 Z535 ZZ01-1 描图 9 铣 铣Φ 30的凹槽
金工 X63 XZ01-2 10 车 车Φ 53+0
0740的槽 金工 CA6140 CZ01-3 描校 11 磨 磨Φ 35+0
0160的外圆表面
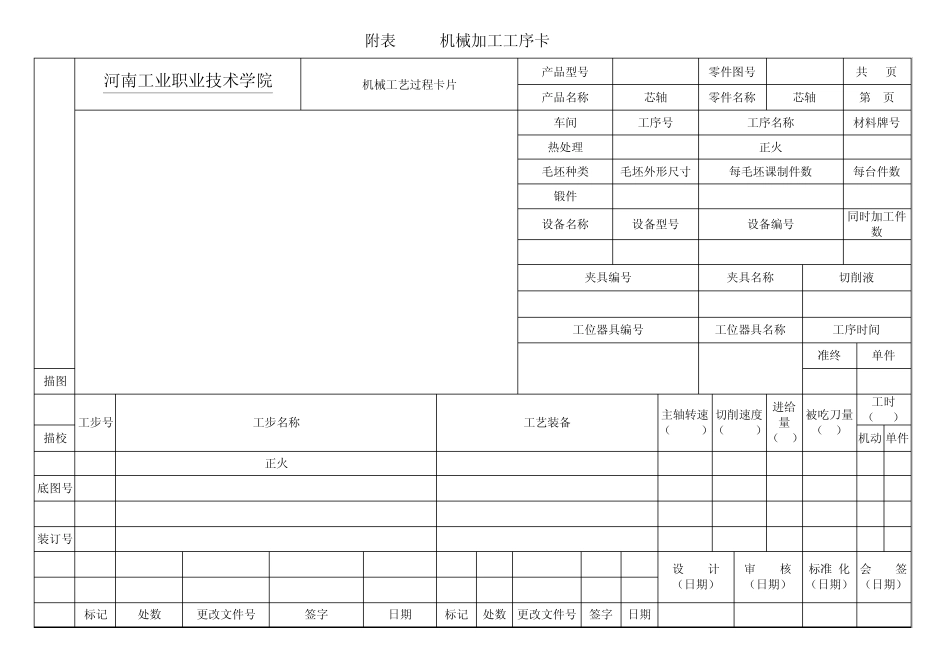
金工 M7130 MZ01-1 12 检验 终检 质检室 底图号 13 入库 仓库 装订号 设 计 (日期) 审 核 (日期) 标准化 (日期) 会 签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 附表1-2 机械加工工序卡 河南工业职业技术学院 机械工艺过程卡片 产品型号 零件图号 2011
10 共 11页 产品名称 芯轴 零件名称 芯轴 第 1页 车间 工序号 工序名称 材料牌号 锻工 1 模锻 45 毛坯种类 毛坯外形尺寸 每毛坯课制件数 每台件数 锻件 129X8