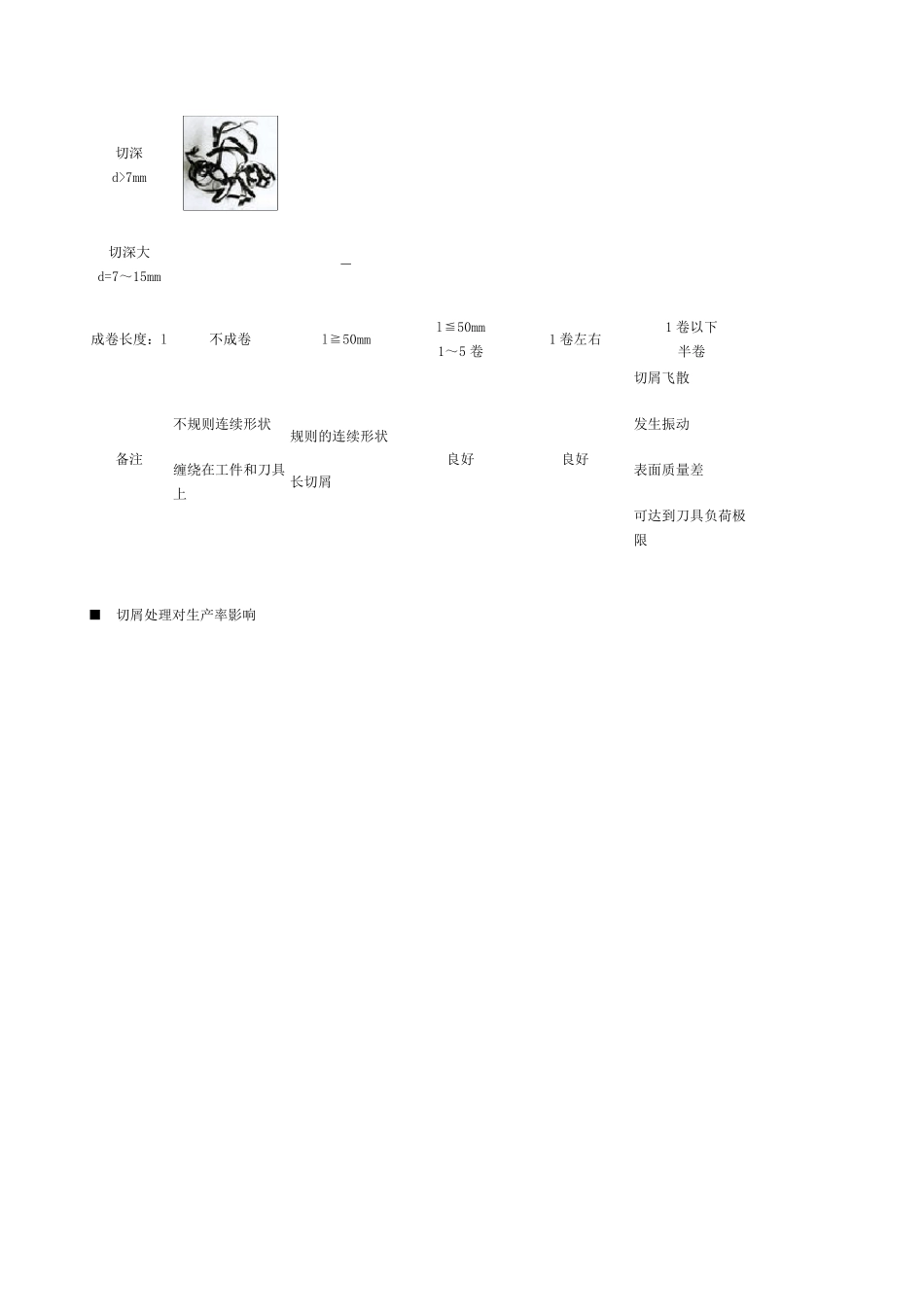
合理选择刀具,降低加工成本 ■合理选择刀具,降低加工成本 ■车削钢加工及切屑形状 区分 A形 B形 C形 D形 E形 切深 d>7mm 切深大 d=7~15mm ― 成卷长度:l 不成卷 l≧50mm l≦50mm 1~5 卷 1 卷左右 1 卷以下 半卷 备注 不规则连续形状 缠绕在工件和刀具上 规则的连续形状 长切屑 良好 良好 切屑飞散 发生振动 表面质量差 可达到刀具负荷极限 ■ 切屑处理对生产率影响 刀具的磨损与各类损伤 刀具损伤形态 原因 对策 后刀面磨损 刀具材料过软 切削速度过高 后角过小 进给量太小 选用耐磨性高的刀具材料 降低切削速度 增大后角 提高进给量 前刀面磨损 (月牙洼磨损) 刀具材料过软 切削速度过高 进给量太大 选用耐磨性高的刀具材料 降低切削速度 降低进给量 缺损(微崩) 刀具材料过硬 进给量大 切削刃强度不足 刀杆、刀柄刚性不足 选用韧性好的刀具材料 降低进给量 加大刃口修磨量 (做出圆角或倒棱) 加大刀杆尺寸 破损(崩刃) 刀具材料过硬 进给量大 切削刃强度不足 刀杆、刀柄刚性不足 选用韧性好的刀具材料 降低进给量 加大刃口修磨量 (做出圆角或倒棱) 加大刀杆尺寸 塑性变形 (刀刃塌下) 刀具材料过软 切削速度过高 切甥舰进给太大 切削刃温度过高 选用耐磨性高的刀具材料 降低切削速度 减小切深、进给量 选用导热系数高的刀具材料 积屑瘤 (粘结,熔结) 切削速度低 切削刃不锋利 刀具材料不适合 提高切削速度 (S45C 80m/min 以上) 增大前角 选用亲和力小的刀具材料 (涂层硬质合金,金属陶瓷材料) 热 龟 裂 切 削 热 引 起 的 膨 胀 与 收 缩 刀 具 材 料 过 硬 ※ 特 别 在 铣 削 时 干 式 切 削 (湿 式 切 削 时 , 必 须 有 充 足 的冷 却 液 ) 选 用 韧 性 好 的 刀 具 材 料 边 界