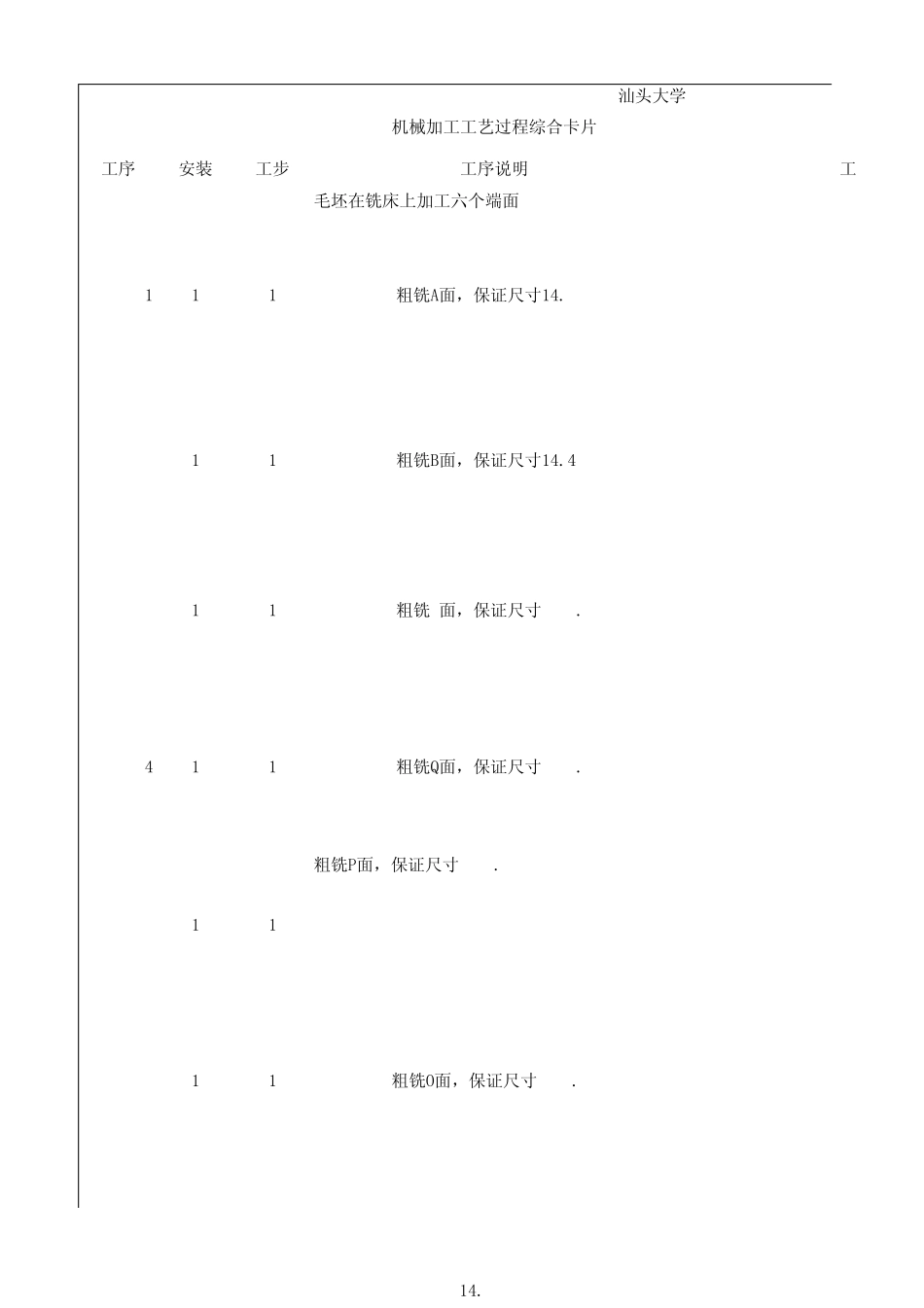
毛坯在铣床上加工六个端面粗铣P面,保证尺寸72
8 mm11工611511粗铣O面,保证尺寸70
6 mm411311211114
2mm粗铣Q面,保证尺寸30
6mm粗铣R面,保证尺寸32
8mm粗铣B面,保证尺寸14
4mm粗铣A面,保证尺寸14
7mm工序安装工步工序说明机械加工工艺过程综合卡片汕头大学11111011911811711精铣P面,保证尺寸70
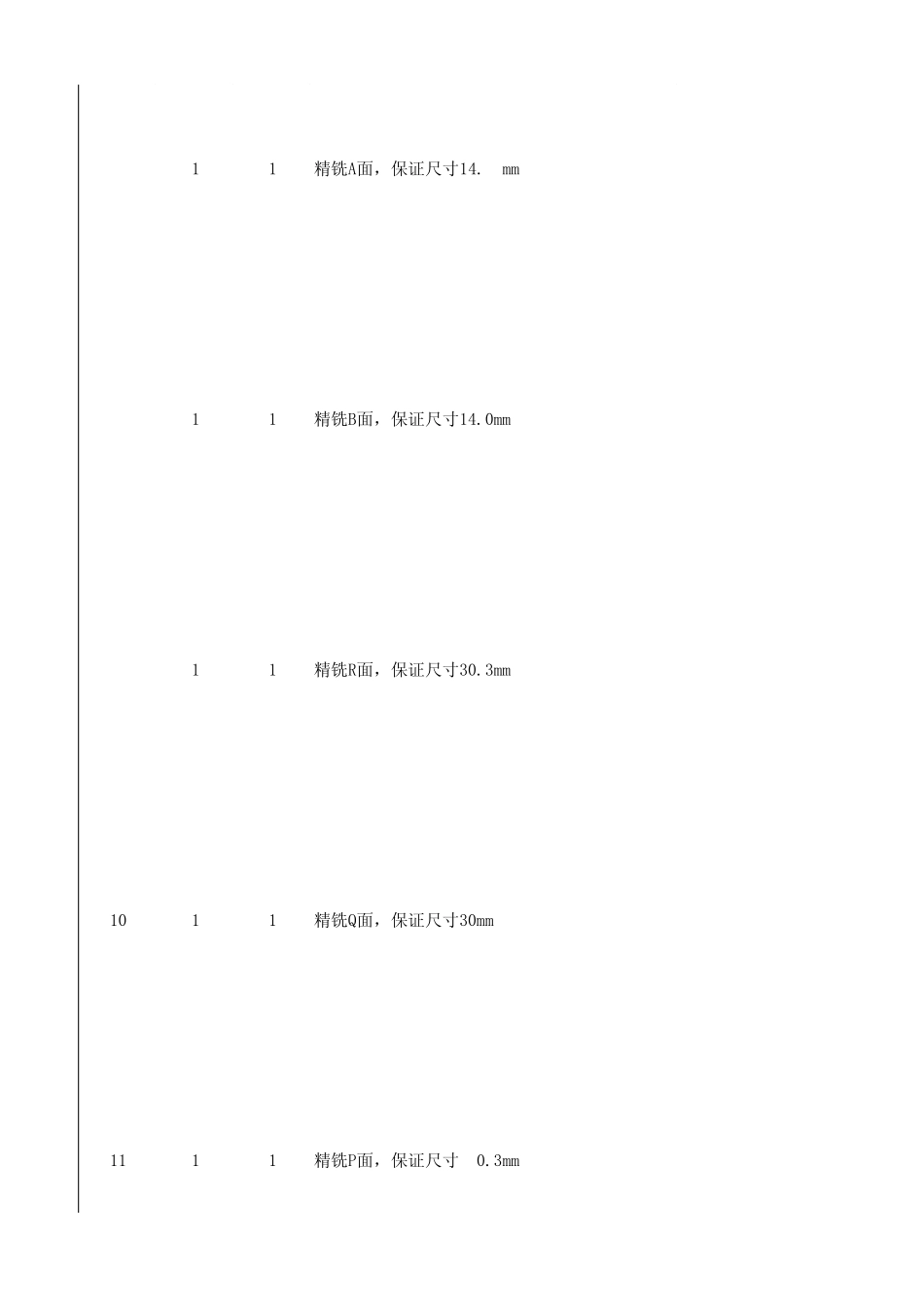
3mm精铣Q面,保证尺寸30mm精铣R面,保证尺寸30
3mm精铣B面,保证尺寸14
0mm精铣A面,保证尺寸14
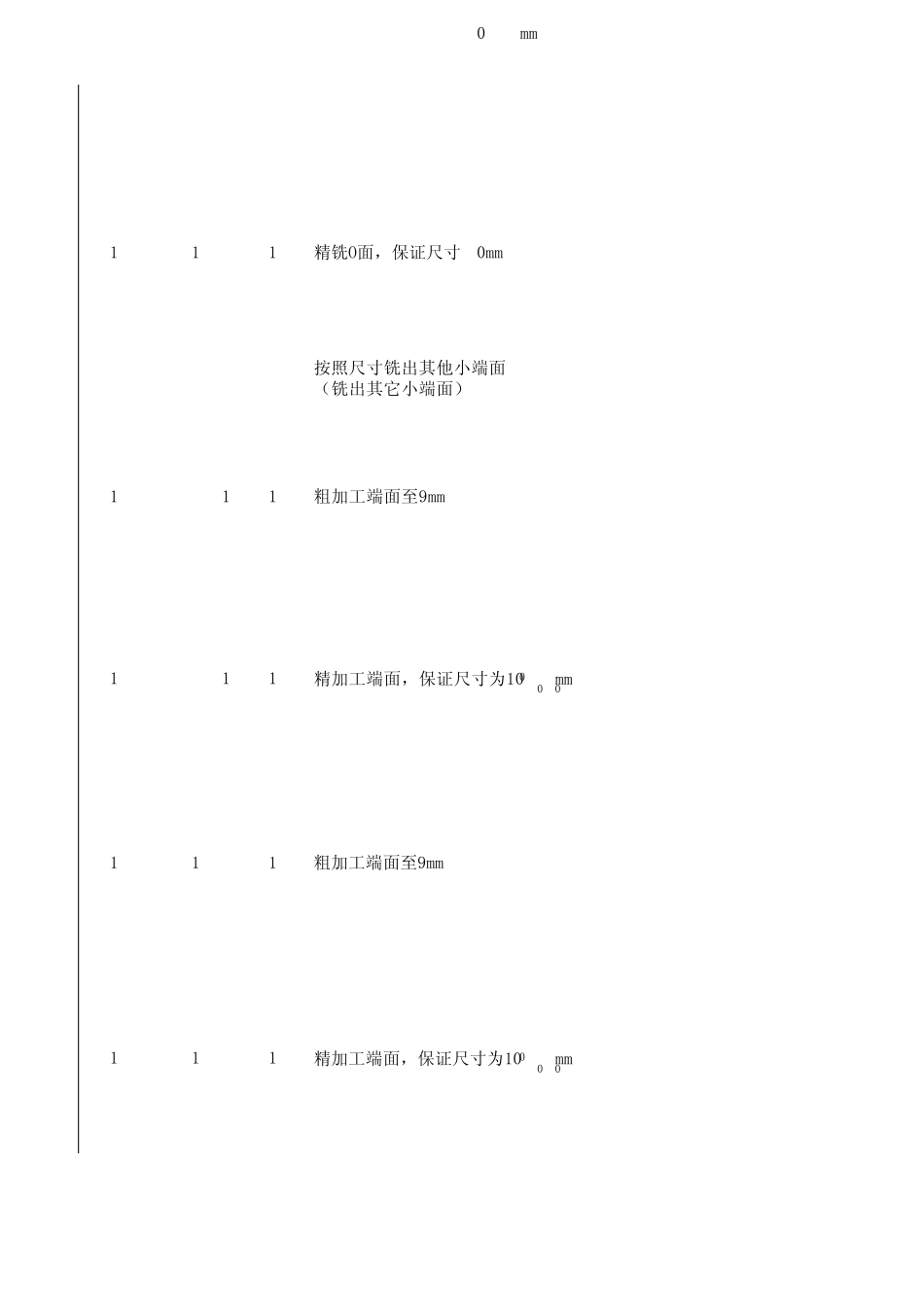
2mm按照尺寸铣出其他小端面(铣出其它小端面)1311粗加工端面至9mm1411精加工端面,保证尺寸为100-0
05mm1511粗加工端面至9mm1611精加工端面,保证尺寸为100-0
05mm1211精铣O面,保证尺寸70mm70
3mm1711粗加工端面到9mm1811精加工端面,保证尺寸为100-0
05mm1911粗加工端面至9mm2011精加工端面,保证尺寸为100-0
05mm2111精加工端面,保证尺寸为200-0
05mm2211精加工端面,保证尺寸为200-0
05mm2311精加工端面,保证尺寸为200-0
05mm2411精加工端面,保证尺寸为200-0
05mm2511钻孔 使其直径达到8m m2611用丝锥把中心孔加工成直径为10m m 的梯形螺纹孔 在钻床上加工直径为5m m 的两个孔(钻两个孔Φ 5mm)2711钻孔1Φ 5mm2822钻孔2Φ 5mm零件名称生产类型机床辅助夹具量具刀具走刀次数走刀长度(mm)大规模批量生产4000件工序简图357357758758875875毛坯种类型材件机械手末端执行器零件毛坯重量302
18g材料45号钢370370335707735929329929329钻铣床JX15500574专用夹具 游标卡尺直角尺硬质YT15合金钢立