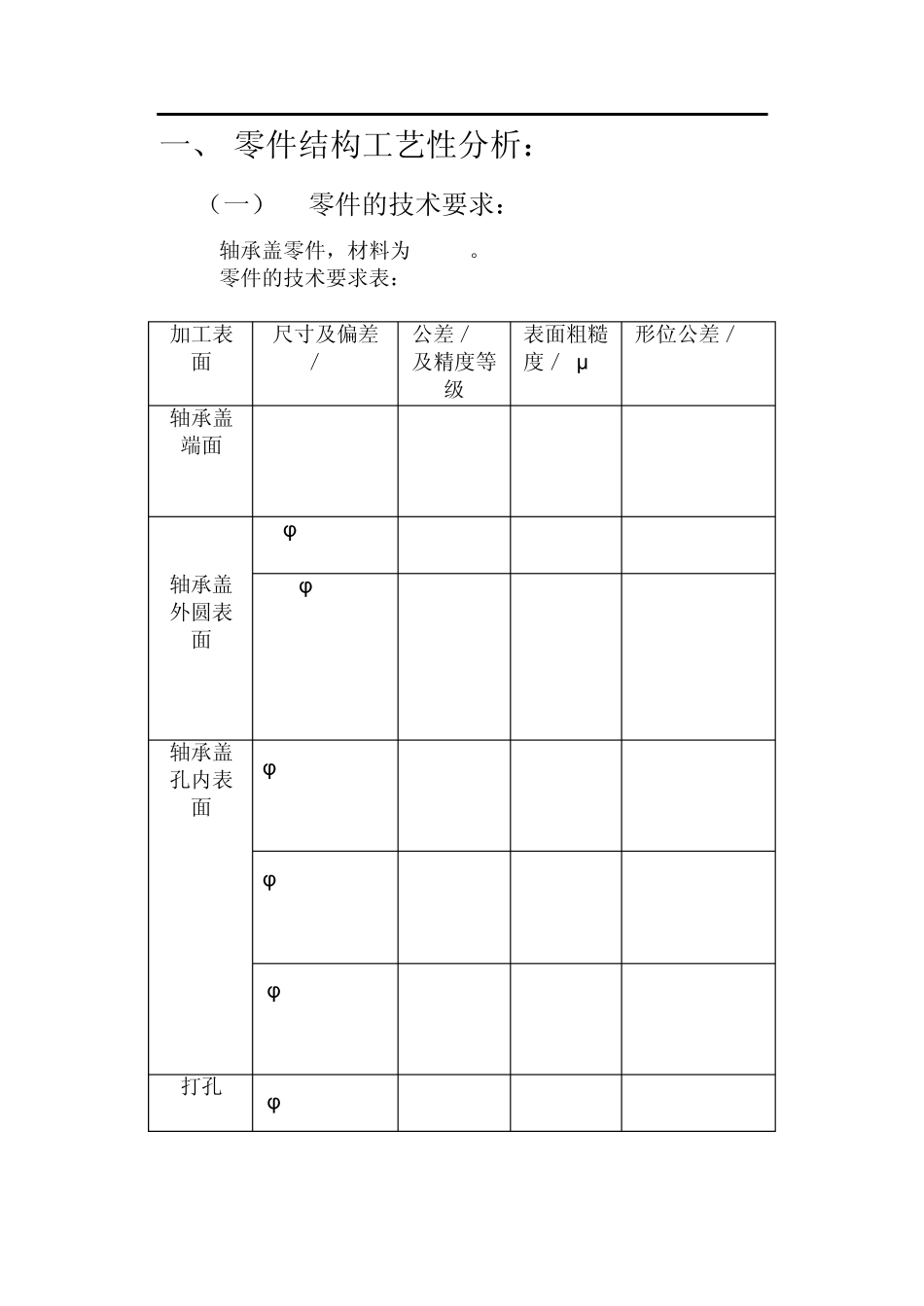
一、 零件结构工艺性分析: (一) 零件的技术要求: 1
轴承盖零件,材料为 HT200
零件的技术要求表: 加工表面 尺寸及偏差/mm 公差/mm及精度等级 表面粗糙度/ μ m 形位公差/mm 轴承盖端面 25 -0
51 IT12 12
5 轴承盖外圆表面 φ 100f10 IT10 6
3 φ 130 -0
043 -0
203 IT10 6
3 轴承盖孔内表面 φ 70 -0
011 -0
131 IT10 6
3 φ 85 -0
013 -0
363 IT12 12
5 φ 90-0
013 -0
363 IT12 12
5 打孔 φ 7 -0
006 IT11 12
096 (二) 确定轴承盖的生产类型: 根据设计题目年产量为10万件,因此该轴承盖的生产类型为大批生产
二、毛坯的选择: (一)选择毛坯: 由于该轴承盖在工作过程中要承受冲击载荷,为增强强度和冲击韧度,获得纤维组织,毛坯选用铸件
该轴承盖的轮廓尺寸大,且生产类型属大批生产,为提高生产率和铸件精度,宜采用模铸方法制造毛坯,毛坯拔模斜度为5°
(二)确定毛坯的尺寸公差: 1.公差等级: 由轴承盖的功能和技术要求,确定该零件的公差等级为普通级
2.铸件件材质系数: 由于该轴承盖材料为HT200
3.锻件分模线形状: 根据该轴承盖的形位特点,选择零件方向的对称平面为分模面,属于平直分模线
4.零件表面粗糙度: 由零件图可知,该轴承盖的各加工表面粗糙度Ra均大于等于6
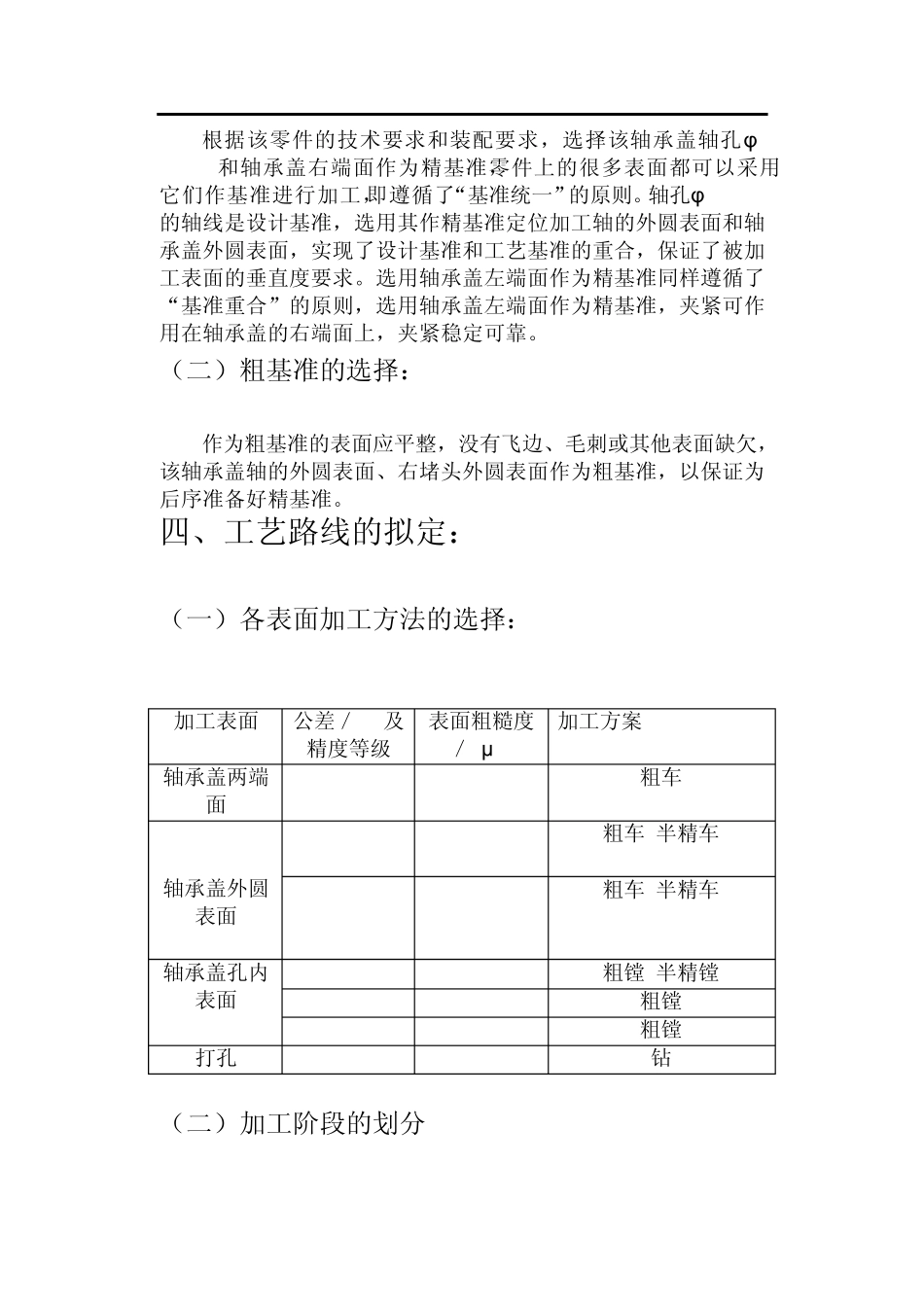
三、定位基准的选择: (一)精基准的选择: 根据该零件的技术要求和装配要求,选择该轴承盖轴孔φ100f8和轴承盖右端面作为精基准,零件上的很多表面都可以采用它们作基准进行加工,即遵循了“基准统一”的原则
轴孔φ 100f8的轴线是设计基准,选用其作精基准定位加工轴的外圆表面和轴承盖外圆表面,实现