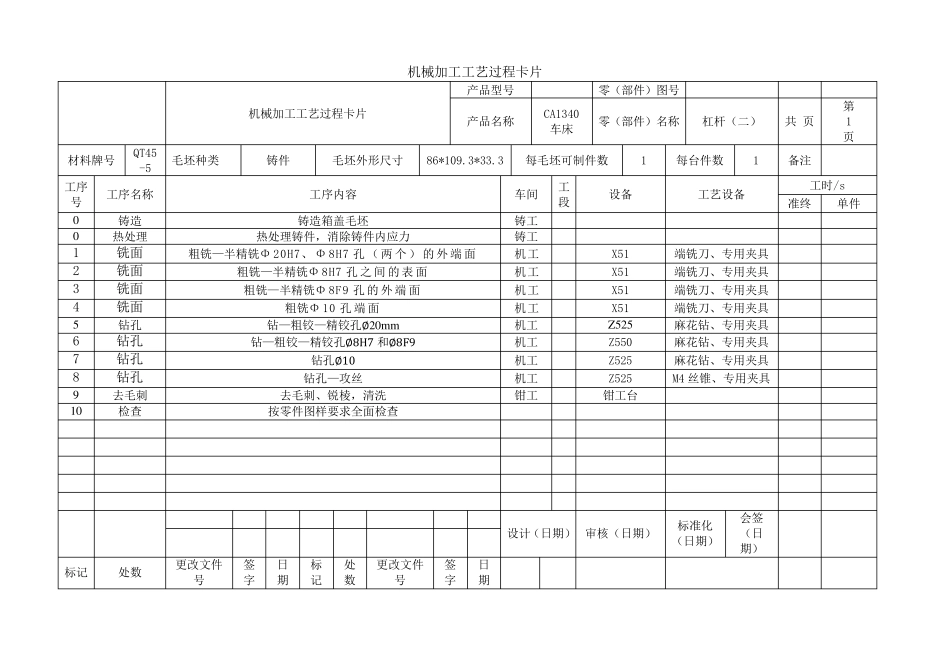
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号 零(部件)图号 产品名称 CA1340车床 零(部件)名称 杠杆(二) 共 页 第 1 页 材料牌号 QT45-5 毛坯种类 铸件 毛坯外形尺寸 86*109
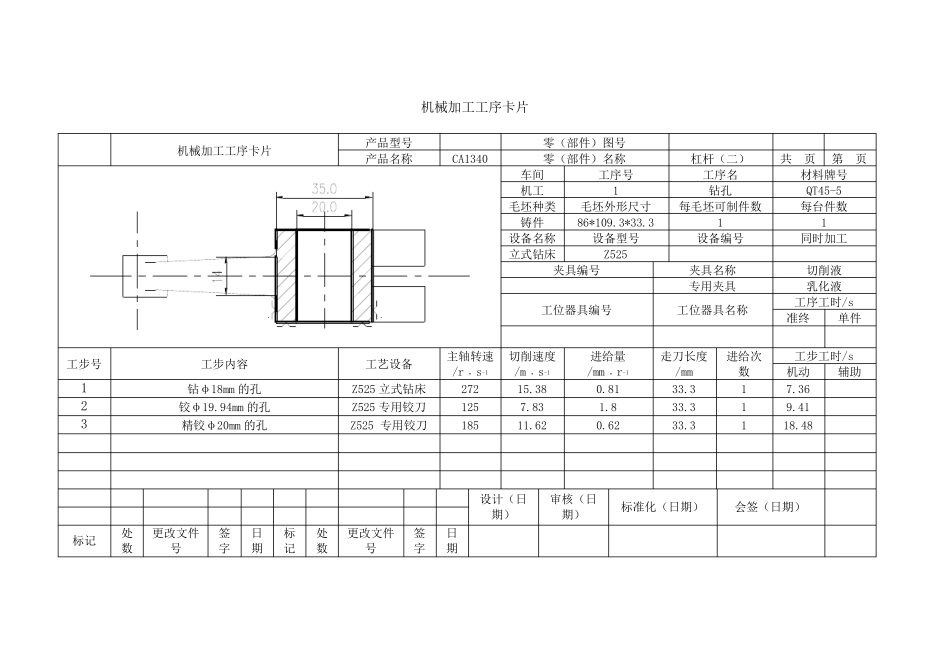
3 每毛坯可制件数 1 每台件数 1 备注 工序号 工序名称 工序内容 车间 工段 设备 工艺设备 工时/s 准终 单件 0 铸造 铸造箱盖毛坯 铸工 0 热处理 热处理铸件,消除铸件内应力 铸工 1 铣面 粗铣—半精铣Φ 20H7、 Φ 8H7 孔 (两 个 )的 外端 面 机工 X51 端铣刀、专用夹具 2 铣面 粗铣—半精铣Φ 8H7 孔 之 间的 表 面 机工 X51 端铣刀、专用夹具 3 铣面 粗铣—半精铣Φ 8F9 孔 的 外端 面 机工 X51 端铣刀、专用夹具 4 铣面 粗铣Φ 10 孔 端 面 机工 X51 端铣刀、专用夹具 5 钻孔 钻—粗铰—精铰孔∅20m m 机工 Z525 麻花钻、专用夹具 6 钻孔 钻—粗铰—精铰孔∅8H7 和∅8F9 机工 Z550 麻花钻、专用夹具 7 钻孔 钻孔∅10 机工 Z525 麻花钻、专用夹具 8 钻孔 钻孔—攻丝 机工 Z525 M4 丝锥、专用夹具 9 去毛刺 去毛刺、锐棱,清洗 钳工 钳工台 10 检查 按零件图样要求全面检查 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 机械加工工序卡片 机械加工工序卡片 产品型号 零(部件)图号 产品名称 CA1340 零(部件)名称 杠杆(二) 共 页 第 页 车间 工序号 工序名 材料牌号 机工 1 钻孔 QT45-5 毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数 铸件 86*109
3 1 1 设备名称 设备型号 设备编号 同时加工 立式钻床 Z525