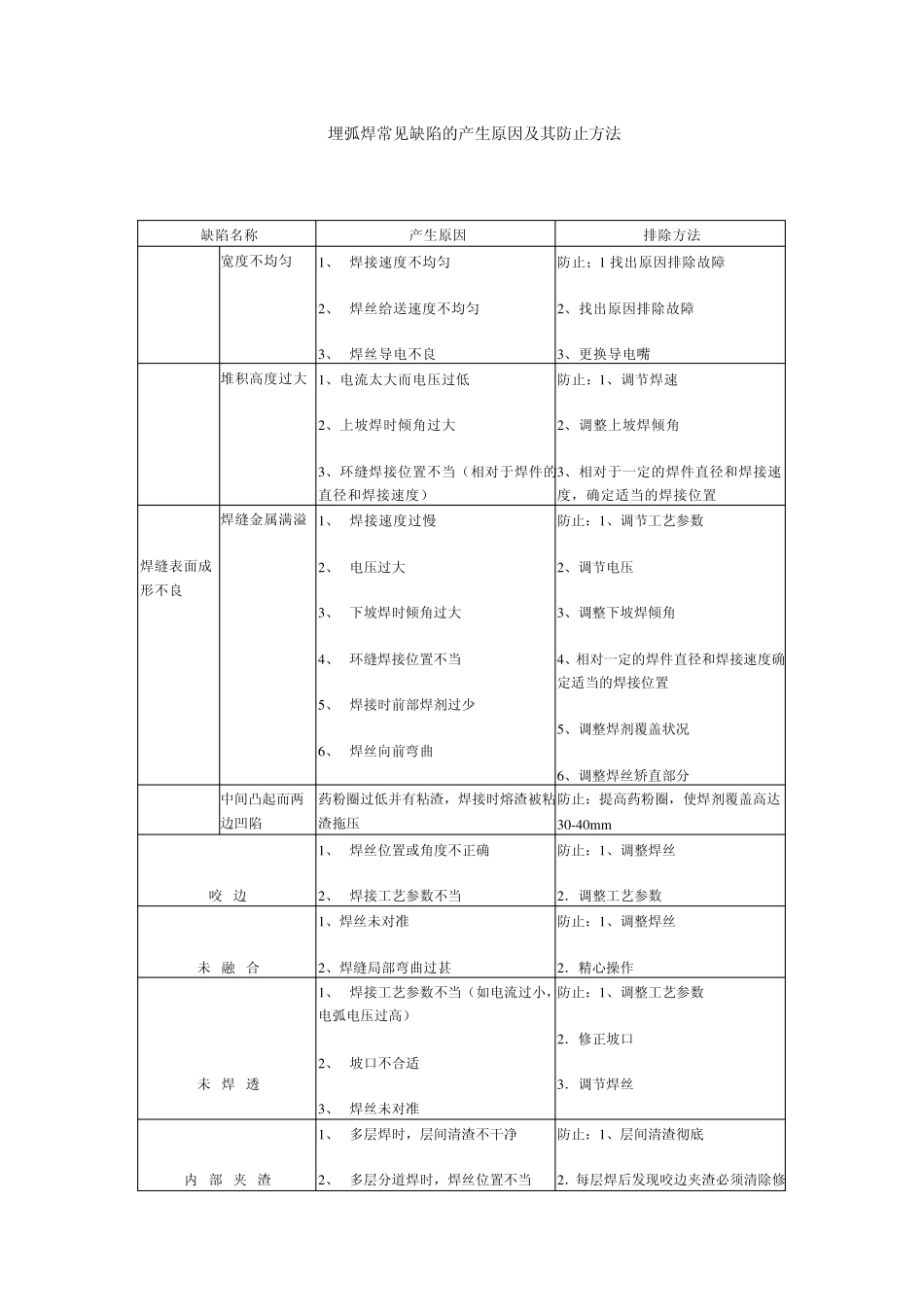
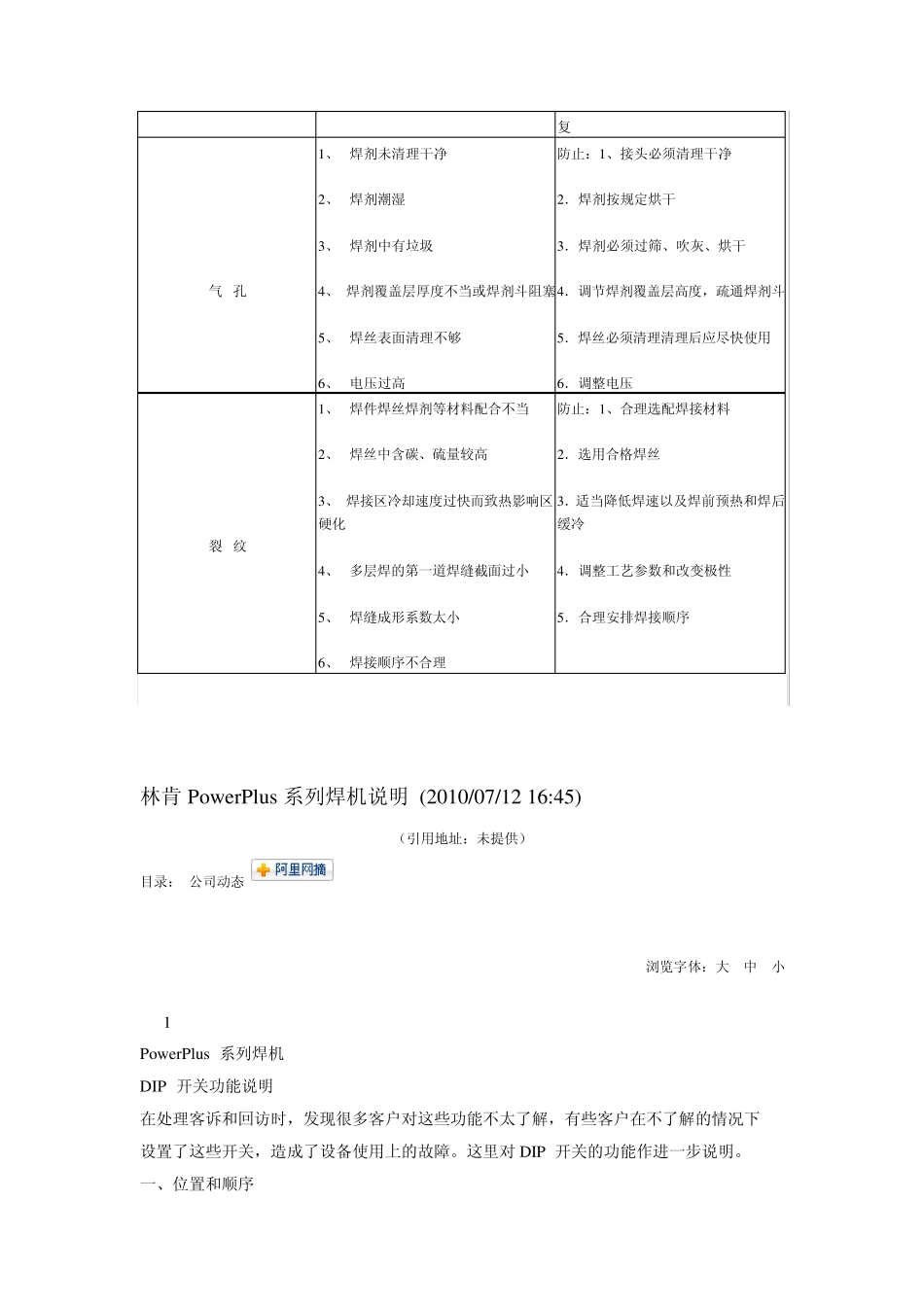
埋弧焊常见缺陷的产生原因及其防止方法 缺陷名称 产生原因 排除方法 宽度不均匀 1、 焊接速度不均匀 2、 焊丝给送速度不均匀 3、 焊丝导电不良 防止;1 找出原因排除故障 2、找出原因排除故障 3、更换导电嘴 堆积高度过大 1、电流太大而电压过低 2、上坡焊时倾角过大 3、环缝焊接位置不当(相对于焊件的直径和焊接速度) 防止:1、调节焊速 2、调整上坡焊倾角 3、相对于一定的焊件直径和焊接速度,确定适当的焊接位置 焊缝表面成形不良 焊缝金属满溢 1、 焊接速度过慢 2、 电压过大 3、 下坡焊时倾角过大 4、 环缝焊接位置不当 5、 焊接时前部焊剂过少 6、 焊丝向前弯曲 防止:1、调节工艺参数 2、调节电压 3、调整下坡焊倾角 4、相对一定的焊件直径和焊接速度确定适当的焊接位置 5、调整焊剂覆盖状况 6、调整焊丝矫直部分 中间凸起而两边凹陷 药粉圈过低并有粘渣,焊接时熔渣被粘渣拖压 防止:提高药粉圈,使焊剂覆盖高达30-40m m 咬 边 1、 焊丝位置或角度不正确 2、 焊接工艺参数不当 防止:1、调整焊丝 2.调整工艺参数 未 融 合 1、焊丝未对准 2、焊缝局部弯曲过甚 防止:1、调整焊丝 2.精心操作 未 焊 透 1、 焊接工艺参数不当(如电流过小,电弧电压过高) 2、 坡口不合适 3、 焊丝未对准 防止:1、调整工艺参数 2.修正坡口 3.调节焊丝 内 部 夹 渣 1、 多层焊时,层间清渣不干净 2、 多层分道焊时,焊丝位置不当 防止:1、层间清渣彻底 2.每层焊后发现咬边夹渣必须清除修 林肯Pow erPlus 系列焊机说明 (2010/07/12 16:45) (引用地址:未提供) 目录: 公司动态 浏览字体:大 中 小 1 Pow erPlus 系列焊机 DIP 开关功能说明 在处理客诉和回访时,发现很多客户对这些功能不太了解,有些客户在不了解的情况下