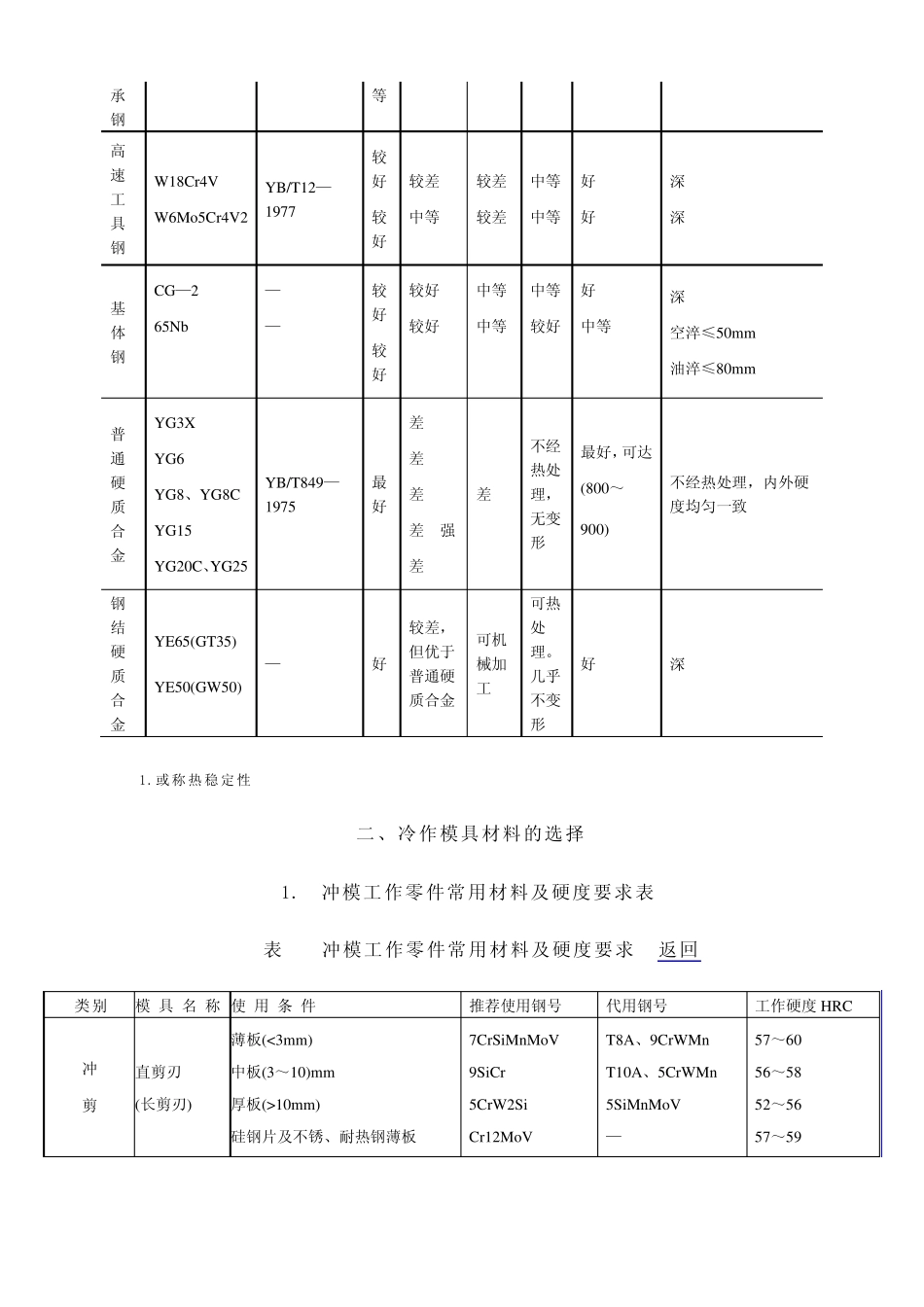
模具材料的选用 一、常用冷作模具材料的性能比较 常用冷作模具材料的性能比较见表1
表1 常用冷作模具材料的性能比较 返回 材料类别 材料牌号 标准号 性 能 比 较 耐磨性 韧性 切削加工性 淬火不变形性 回火稳定 性 淬硬深度 碳素工具钢 T7A T10A T12A GB/T1298—1986 差 较差 较差 较好 中等 中等 好 好 好 较差 较差 较差 差 差 差 水淬(15~18)mm 油淬(5~7)mm 合金工具钢 9SiCr、Cr2 9Mn2V CrWMn 9CrWMn Cr12 Cr12MoV Cr4W2MoV 6W6Mo5Cr4V GB/T1299—1985 中等 中等 中等 中等 好 好 较好 较好 中等 中等 中等 中等 差 差 较差 较差 较好 较好 中等 中等 较差 较差 中等 中等 中等 较好 中等 中等 好 好 中等 中等 较差 差 较差 较差 较好 较好 中等 中等 油淬(40~50) 油淬≤30mm 油淬≤60mm 油淬(40~50)mm 油淬≤200mm 油淬(200~300)mm φ (150×150)可内外淬硬达 60HRC 空淬(40~50)mm 较深 SiMnMo YB/Z10—1976 较好 中等 较好 较好 较差 较浅 轴GCr15 YB/T9—1988 中中等 较好 中等 较差 油淬(30~35)mm 承钢 等 高速工具钢 W18Cr4V W6Mo5Cr4V2 YB/T12—1977 较好 较好 较差 中等 较差 较差 中等 中等 好 好 深 深 基体钢 CG—2 65Nb — — 较好 较好 较好 较好 中等 中等 中等 较好 好 中等 深 空淬≤50mm 油淬≤80mm 普通硬质合金 YG3X YG6 YG8、YG8C YG15 YG20C、YG25 YB/T849—1975 最好 差 差 差 差 强 差 差 不经热处理