材料知识强化-1 机械性能回顾 PEAC 开头语 为什么说材料选择与热处理知识的重要
1、《模具制造工》中级 P67:模具失效的主要原因是模具选材及热处理不当
2、工业反馈:区别模具技术人才高下的关键之一是关于材料方面的知识多少
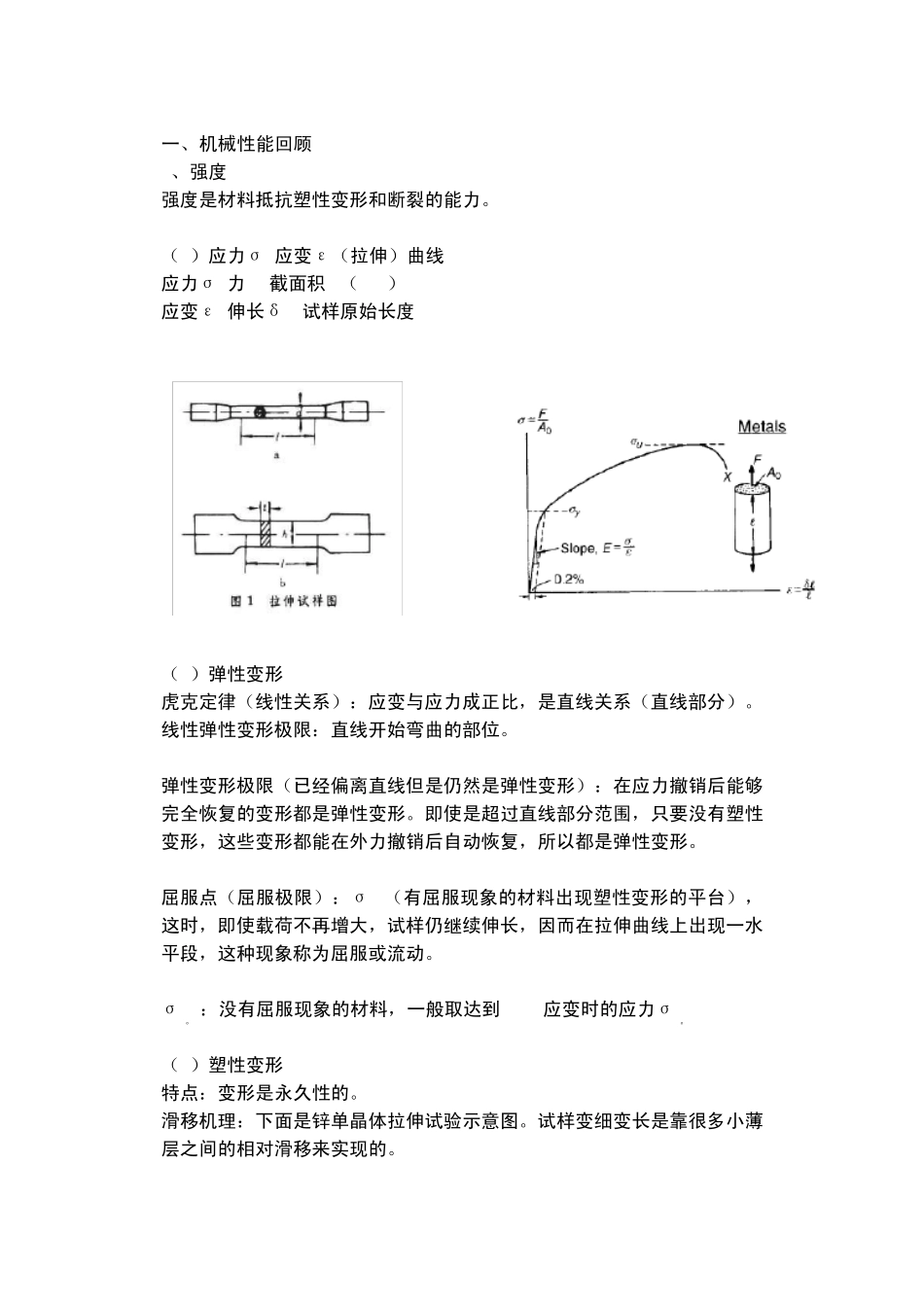
一、机械性能回顾 1、强度 强度是材料抵抗塑性变形和断裂的能力
(1)应力σ-应变ε(拉伸)曲线 应力σ=力F/截面积A(MPa) 应变ε=伸长δl/试样原始长度l0 (2)弹性变形 虎克定律(线性关系):应变与应力成正比,是直线关系(直线部分)
线性弹性变形极限:直线开始弯曲的部位
弹性变形极限(已经偏离直线但是仍然是弹性变形):在应力撤销后能够完全恢复的变形都是弹性变形
即使是超过直线部分范围,只要没有塑性变形,这些变形都能在外力撤销后自动恢复,所以都是弹性变形
屈服点(屈服极限):σy (有屈服现象的材料出现塑性变形的平台),这时,即使载荷不再增大,试样仍继续伸长,因而在拉伸曲线上出现一水平段,这种现象称为屈服或流动
2:没有屈服现象的材料,一般取达到 0
2%应变时的应力σ0
2 (3)塑性变形 特点:变形是永久性的
滑移机理:下面是锌单晶体拉伸试验示意图
试样变细变长是靠很多小薄层之间的相对滑移来实现的
下面的图片是单晶体镉表面的滑移带,证明滑移现象
下面是以晶格的方式说明滑移的形成
左边起,第一个图没有作用力;第二个图有剪切力,造成左部局部错位
第三个图在剪切力的作用下错位向右推进
第四个图错位完成一个原子距离的移动,上下相互滑移一个原子距离
滑移可以继续在不同平面上进行,使剪切力得到释放,回复到无应力状态
滑移方向:与拉伸方向成45度(应用力的分解,受拉应力的作用,在45度方向上出现最大剪切力)
强化(加工硬化):屈服阶段结束后,拉伸曲线又呈上升状,即要使试样继续变形,就须增大载荷,这种现象称为材料的强