4 压缩模设计 压缩成型模具简称压缩模、压模,又称压制模,是塑料压缩成型所采用的模具,主要用于热固性塑料的成型
其基本成型过程是将塑料粉料或粒料直接加在敞开的模具加料室内,再将模具闭合,通过加热、加压使塑料呈流动状态并充满型腔,然后由于化学或物理变化使塑料固化(或硬化)定型
压缩成型的特点是塑料直接加入型腔内,压机压力通过凸模直接传递给塑料,模具是在塑料最终成型时才完成闭合
其优点是无需设置浇注系统,耗料少,使用的设备和模具都比较简单,适用于流动性差的塑料,宜成型大型塑件,塑料的收缩率小,变形小,各向异性比较均匀;其缺点是生产周期长,效率低,不易压制形状复杂、壁厚相差较大、尺寸精度高且带有精细或易碎嵌件的塑件
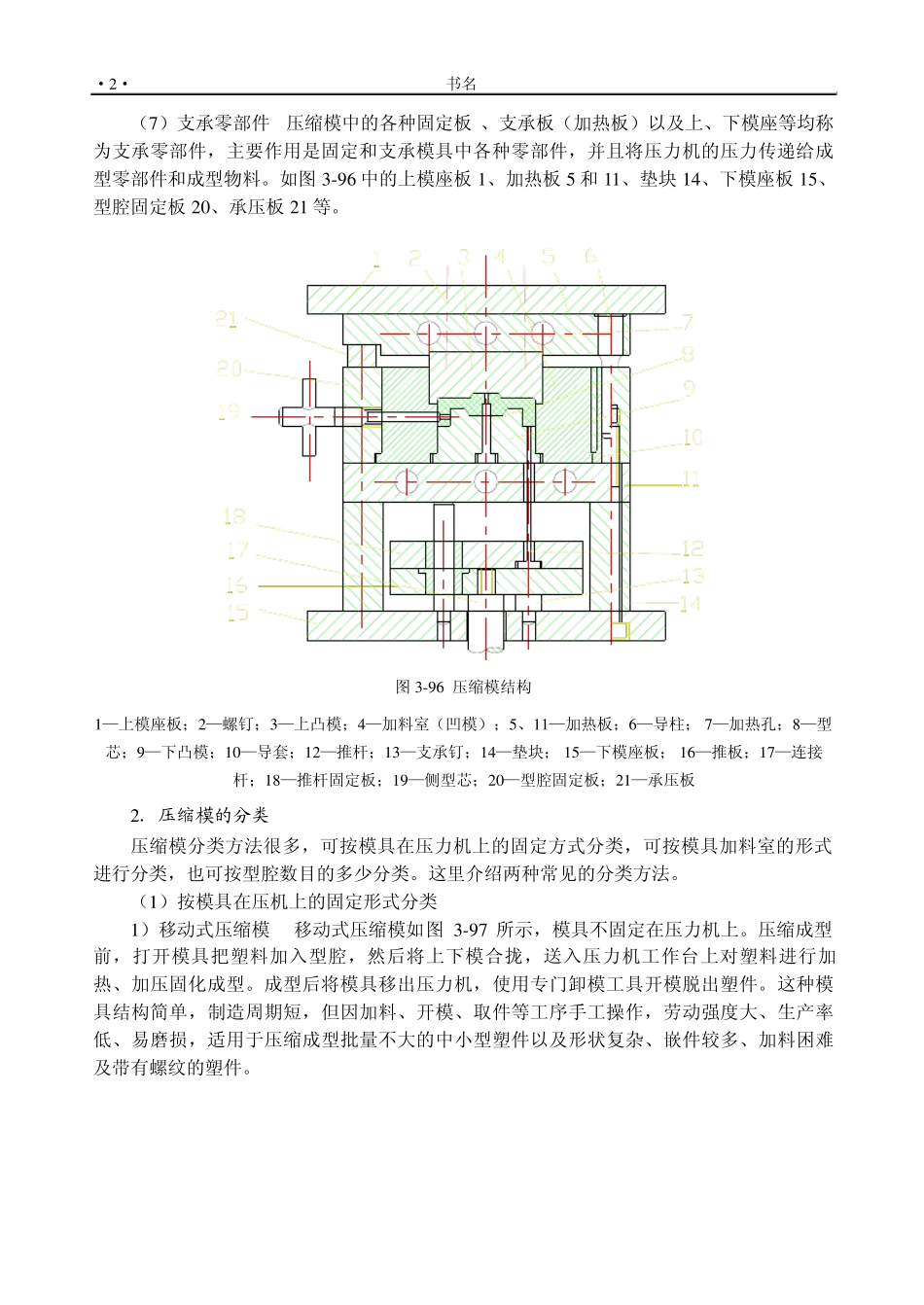
1 压缩模的结构组成及分类 1 .压缩模的结构组成 压缩模的典型结构如图 3 -9 6 所示
模具的上模和下模分别安装在压力机的上、下工作台上,上、下模通过导柱导套导向定位
上工作台下降,使上凸模3 进入下模加料室 4 与装入的塑料接触并对其加热
当塑料成为熔融状态后,上工作台继续下降,熔料在受热受压的作用下充满型腔
塑件固化(或硬化)成型后,上工作台上升,模具分型,同时压机下面的辅助液压缸开始工作,脱模机构将塑件脱出
压缩模按各零部件的功能作用可分为以下几大部分
(1 )成型零件 成型零件是直接成型塑件的零件,加料时与加料室一同起装料的作用,模具闭合时形成所要求的型腔
图 3 -9 6 中模具型腔由上凸模3 、凹模4 、型芯 8 、下凸模9 等构成
(2 )加料室 图 3 -9 6 中凹模4 的上半部,为凹模截面尺寸扩大的部分
由于塑料与塑件相比具有较大的比容,塑件成型前单靠型腔往往无法容纳全部原料,因此一般需要在型腔之上设有一段加料腔室
(3 )导向机构 导向机构的作用是保证上模和下模两大部分或模具内部其他零部件之间准确对合