郑州燃气工程建设有限公司 焊接工艺评定书 评定项目:ø168
3 L360 水 平 固 定 氩 弧 焊打 底 手 工焊盖 面 使 用 范 围 1
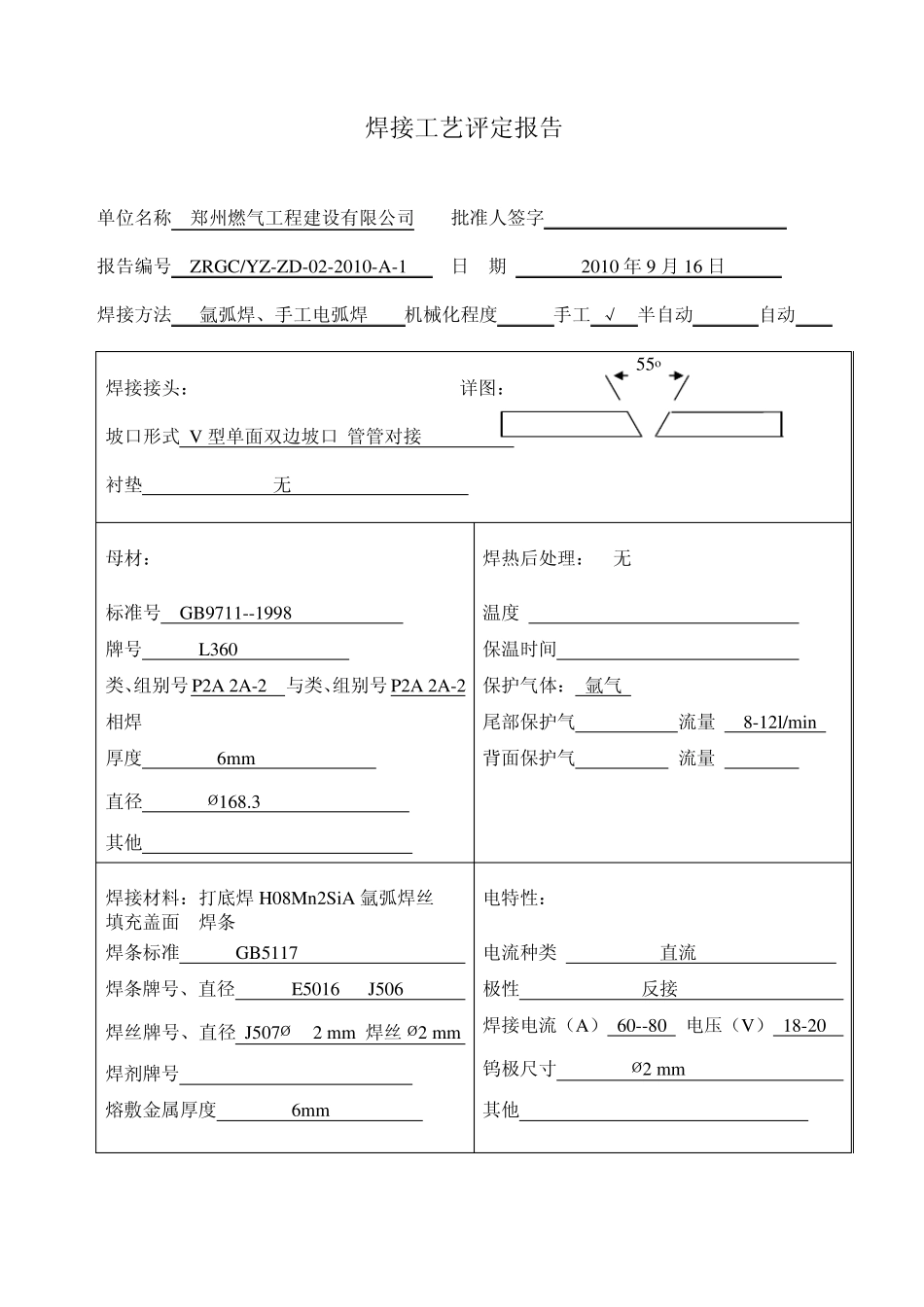
5~12mm 评定书编 号 : ZRGC/YZ-ZD-02-2010-A-1 评定日 期 : 2010 年 9 月 16 日 备 案 号 : 2010-A-1 批 准 : 焊接工艺评定报告 单位名称 郑州燃气工程建设有限公司 批准人签字 报告编号 ZRGC/YZ-ZD-02-2010-A-1 日 期 2010 年9 月16 日 焊接方法 氩弧焊、手工电弧焊 机械化程度 手工 √ 半自动 自动 55o 焊接接头: 详图: 坡口形式 V 型单面双边坡口 管管对接 衬垫 无 母材: 标准号 GB9711--1998 牌号 L360 类、组别号P2A 2A-2 与类、组别号P2A 2A-2 相焊 厚度 6mm 直径 ø168
3 其 他 焊热 后 处 理 : 无 温 度 保 温 时 间 保 护 气体 : 氩气 尾 部 保 护 气 流 量 8-12l/min 背 面保 护 气 流 量 焊接材料 :打 底 焊H08Mn2SiA 氩弧焊丝 填 充 盖 面 焊条 焊条 标准 GB5117 焊条 牌号、直径 E5016 J506 焊丝 牌号、直径 J507ø3
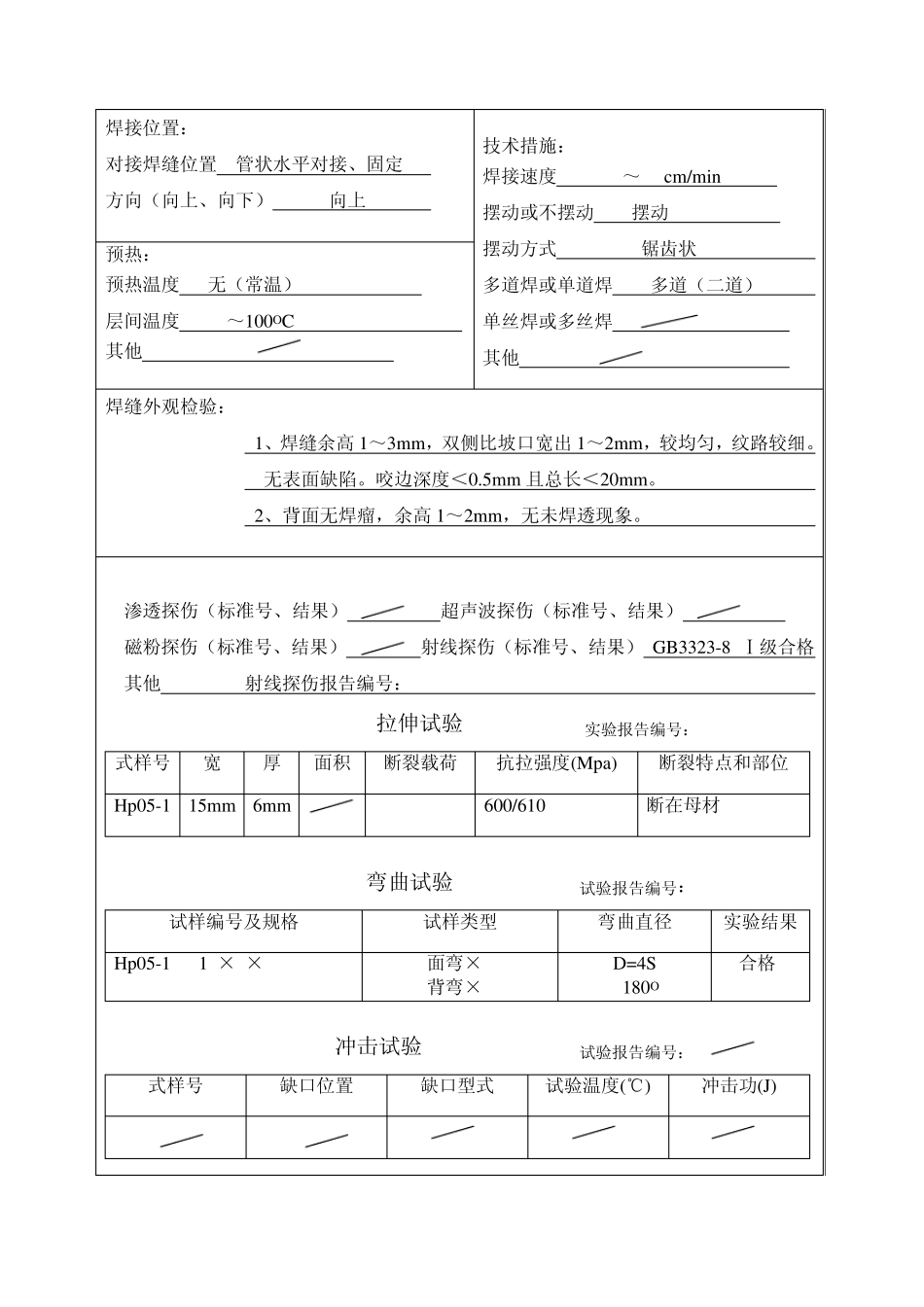
2 mm 焊丝 ø2 mm 焊剂 牌号 熔 敷 金 属 厚度 6mm 电特 性 : 电流 种 类 直流 极 性 反 接 焊接电流 ( A) 60--80 电压 ( V) 18-20 钨 极 尺 寸 ø2 mm 其 他 焊接位置: 对接焊缝位置 管状水平对接、固定 方向(向上、向下) 向上 技术措施: 焊接速度 ~15 cm/min 摆动或不摆动 摆动 摆动方式 锯齿状 多道焊或单道焊 多道(二道) 单丝焊或多丝焊 其他 预热: 预热温度 无(常温) 层间温度 ~100OC 其他 焊缝外观检验