北京现代实习报告 前言: 北京首钢股份公司成立落料线,我们职工从老厂各单位齐聚一起共同接触新的工作,为了更快掌握熟知开卷落料线操作过程为首钢汽车用板落料压力成型目的顺利进行,我们来到了北京现代工厂落料线各岗位进行学习,北京现代汽车有限公司是一家位于北京市的中韩合资汽车制造商,其拥有完整的汽车开卷落料线,冲压,涂装等完整流水线
现代一厂 引进为韩国淘汰设备 设备老化 料片清洗独立(因此造成的料片在落料过程的咯伤情况比较多) 不具备落料设置参数的储存 例如:调整堆垛 需要每次新堆垛的板料按照事前按照准备的或新料的尺寸 形状 进行调试左右挡板和侧位的位置,一厂相对于二厂 在伸缩传送皮带到堆垛小车之间具有一个几个辊组成料片传送过度辊
现代二厂 设备比较新 自动化比较先进 具备落料设置参数的储存 料片相对于一厂具有对料片清洗的设备(现代一厂清洗环节为独立的,)减少了板料在落料过程中的咯伤情况
开卷落料生产流程描述 由起重机将卷料放上卷料备料台,然后装载到上料小车上,上料小车运行到开卷机,开始开卷上料,小车升起完成卷料与整线的对中,穿带结束后,料带经过辊式送料机组进行料头剪切,进入清洗机进行料带的清洗(现代一厂清洗线独立进行);经过清洗后的料带进入矫直机组;被矫直后的板料进入活套,形成一个缓冲带,以补偿卷材在 开卷矫直部分连续运行和进入落料切断冲模时间歇动作的速度差
在活套的一侧,装有光电反射器,当卷材下落到活套下极限时,反射器给出信号使驱动开卷装置的电机停止工作,卷材进给中断;经过几次落料切断后,活套中的卷材逐步上升到一定程度,光电反射器发出信号,使驱动开卷装置的电动机起动,恢复卷材进给,开卷校平;从活套底部上来的板料进入向落料压力机进给的装置;落料压机落料通过伸缩皮带传送给堆垛的电磁传送皮带(一厂两皮带之间有送料辊过度)
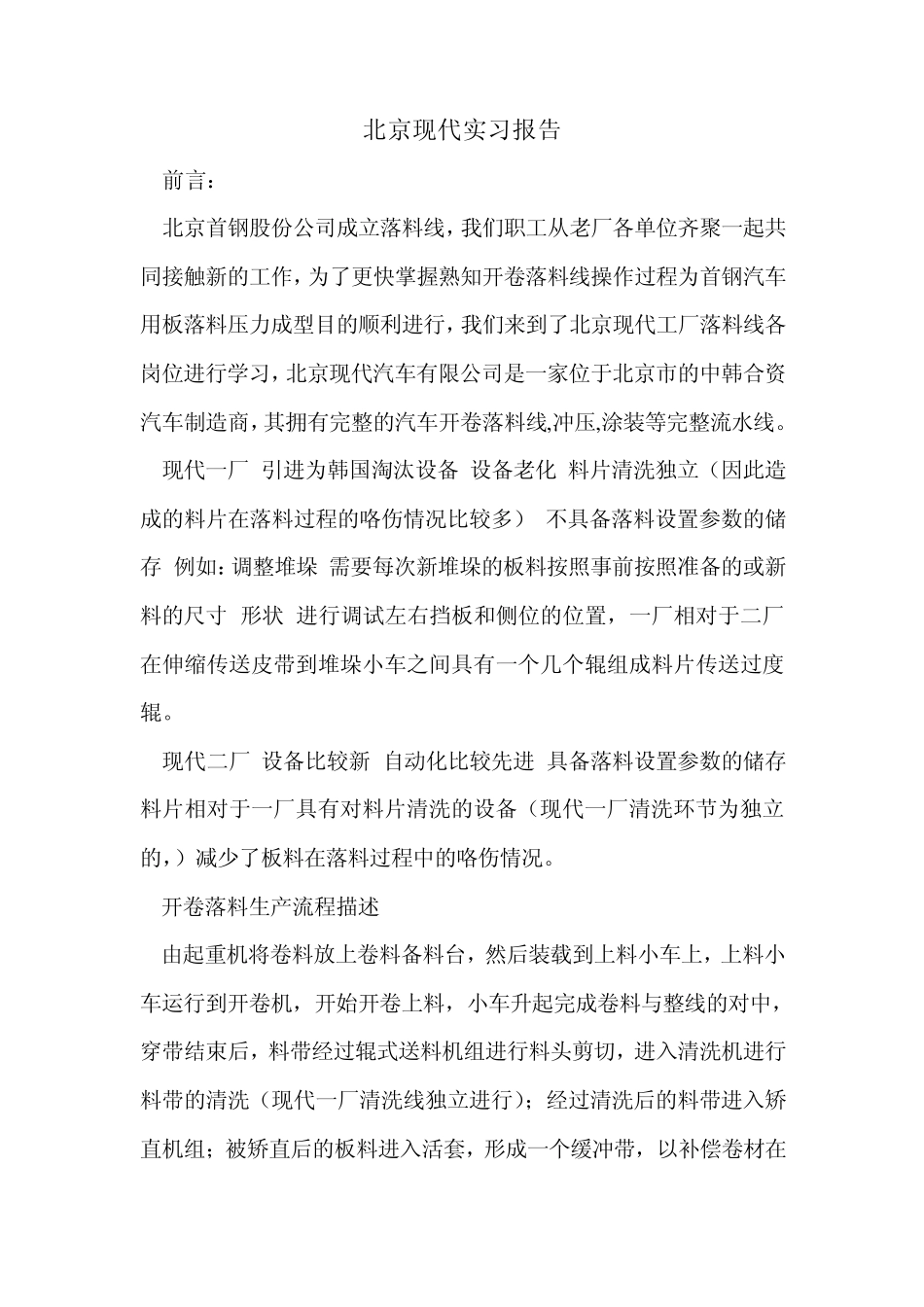
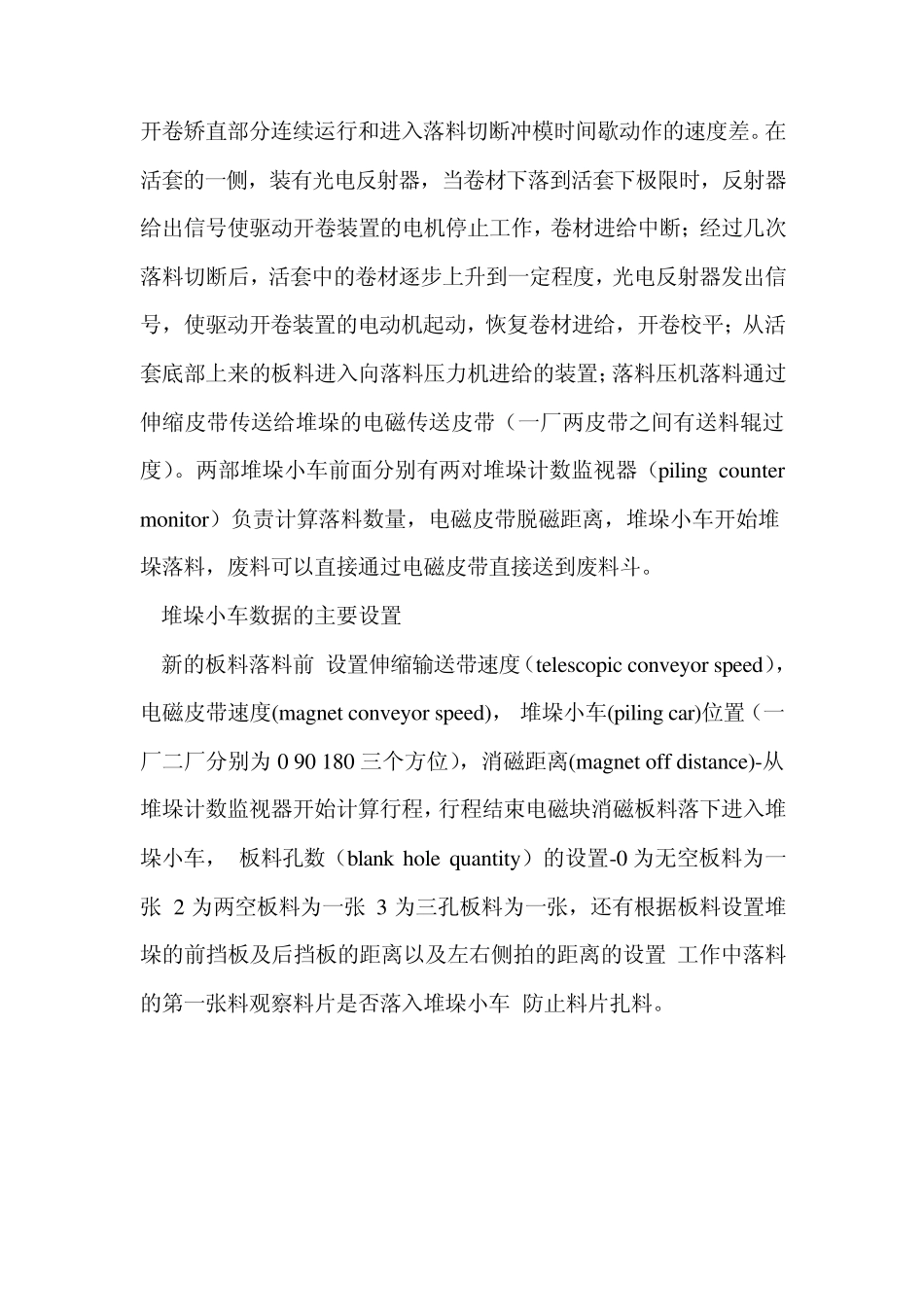
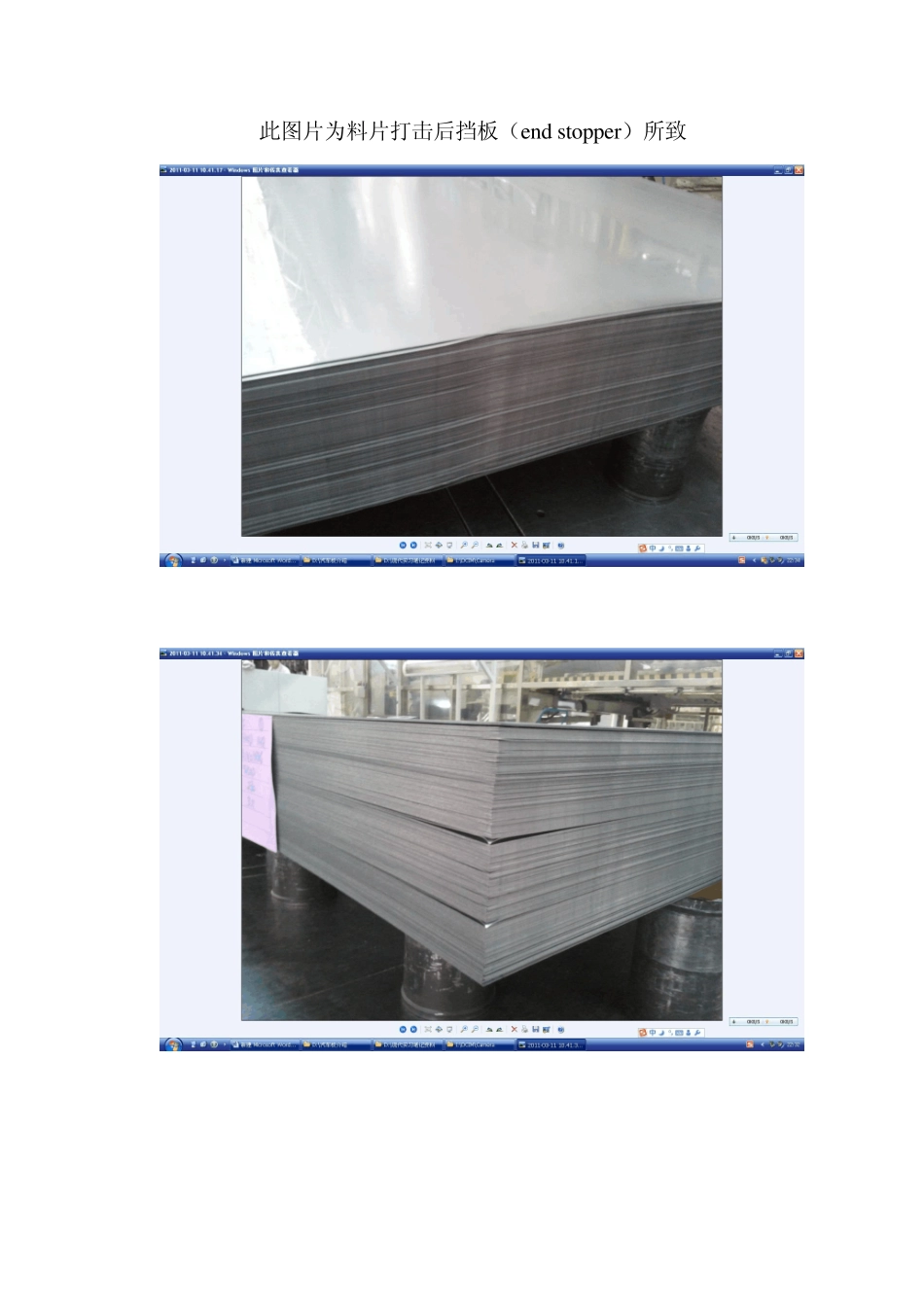
两部堆垛小车前面分别有两对堆垛计数监视器(piling