无损检验工-4-^艺编制:XX-2-总则工程概况编制依据检测工序检测人员的资格要求检测部位的状态射线检验方案着色检验方案磁粉检验方案检验记录、报告及底片检测人员的数量检测主要设备、材料质量保证措施安全施工保证措施-3-1
总则本方案是用于 XX 工程施工过程中无损检测的指导性文件
施工过程中遇到本方案未涉及问题的处理参见设计图纸和相关技术标准
工程概况XX 位于上海市漕泾化学工业园区内,装置共分为生产车间、管廊、罐区 1、罐区2、装桶间、装卸站台等 6 个区域,该工程的无损检测特点为:管道焊口小,底片编号复杂,施工质量要求高,拍片难度大
编制依据1) 德希尼布天辰公司提供的拜尔涂料系统上海有限公司聚异氰酸酯装置安装工程的招标文件及附图2)德希尼布天辰公司提供的工艺管道施工图3)德希尼布天辰公司提供的管道安装布置及设计说明4)GB50235 工业金属管道工程施工及验收规范
5)JB4730 压力容器无损检验6)GB50236 现场设备、工业管道焊接工程施工及验收规范7)GB4792 放射卫生防护基本标准8)GB6417 金属熔化焊焊缝缺陷分类及说明9)GB9445 无损检测人员技术资格鉴定规则4
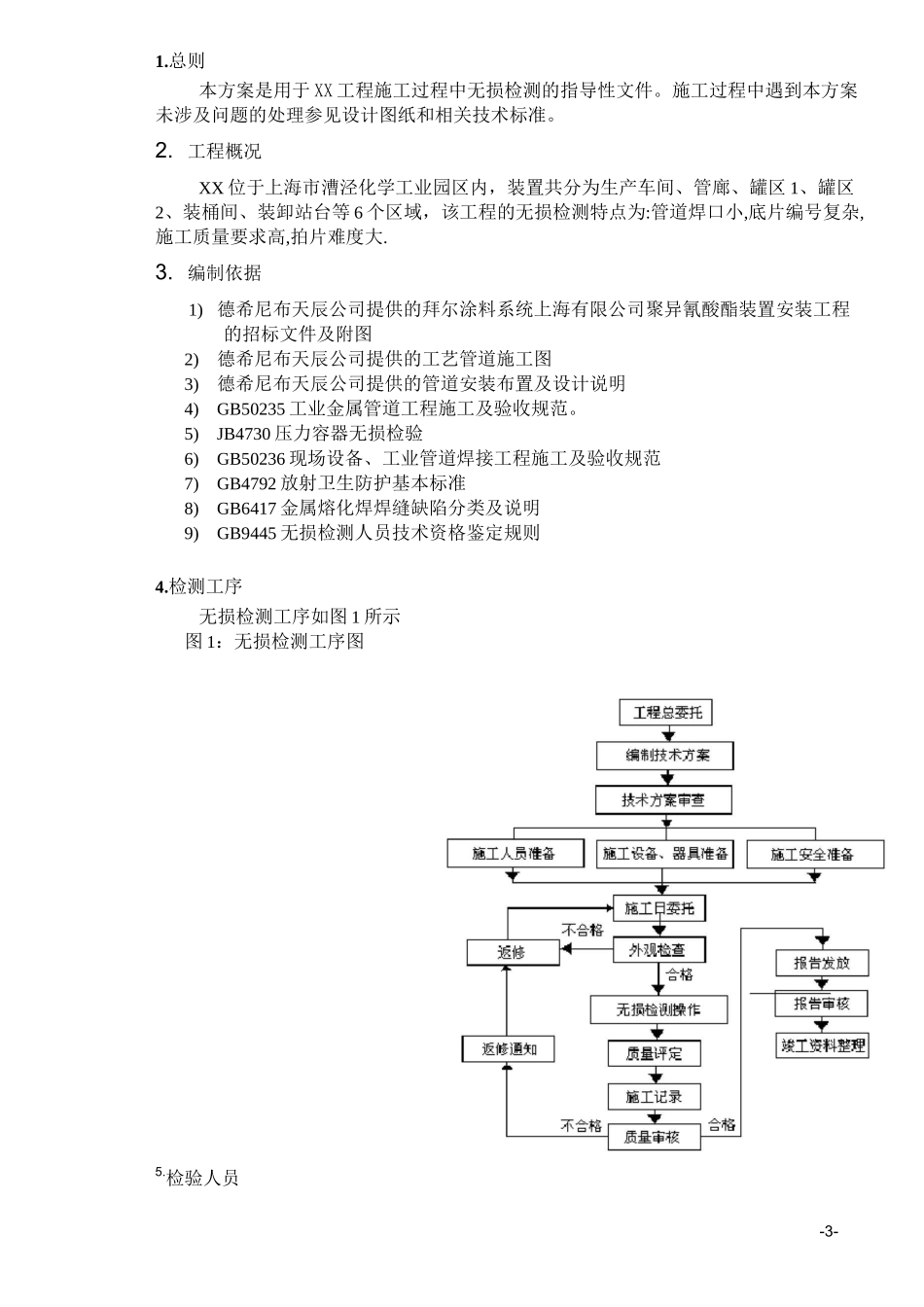
检测工序无损检测工序如图 1 所示图 1:无损检测工序图5
检验人员-4-1)从事射线检验的人员,必须持有国家有关部门颁发的,并与其工种和级别相适应的资格证书,同时,亦需持有国家卫生防护部门颁发的射线安全操作资格证书
2)底片评判人员必须具有 II、III 级资格证书
检测部位的状态1)焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格
表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷或与之相混淆,否则应做适当的修正
2)多层多道手工施焊的横焊焊缝其余高应进行打磨,以满足焊缝质量评定的要求7
射线检验方案1)执行标准与合格等级a)JB4730 压力容器无损