d(jsl4)10111214~is
~12022~25
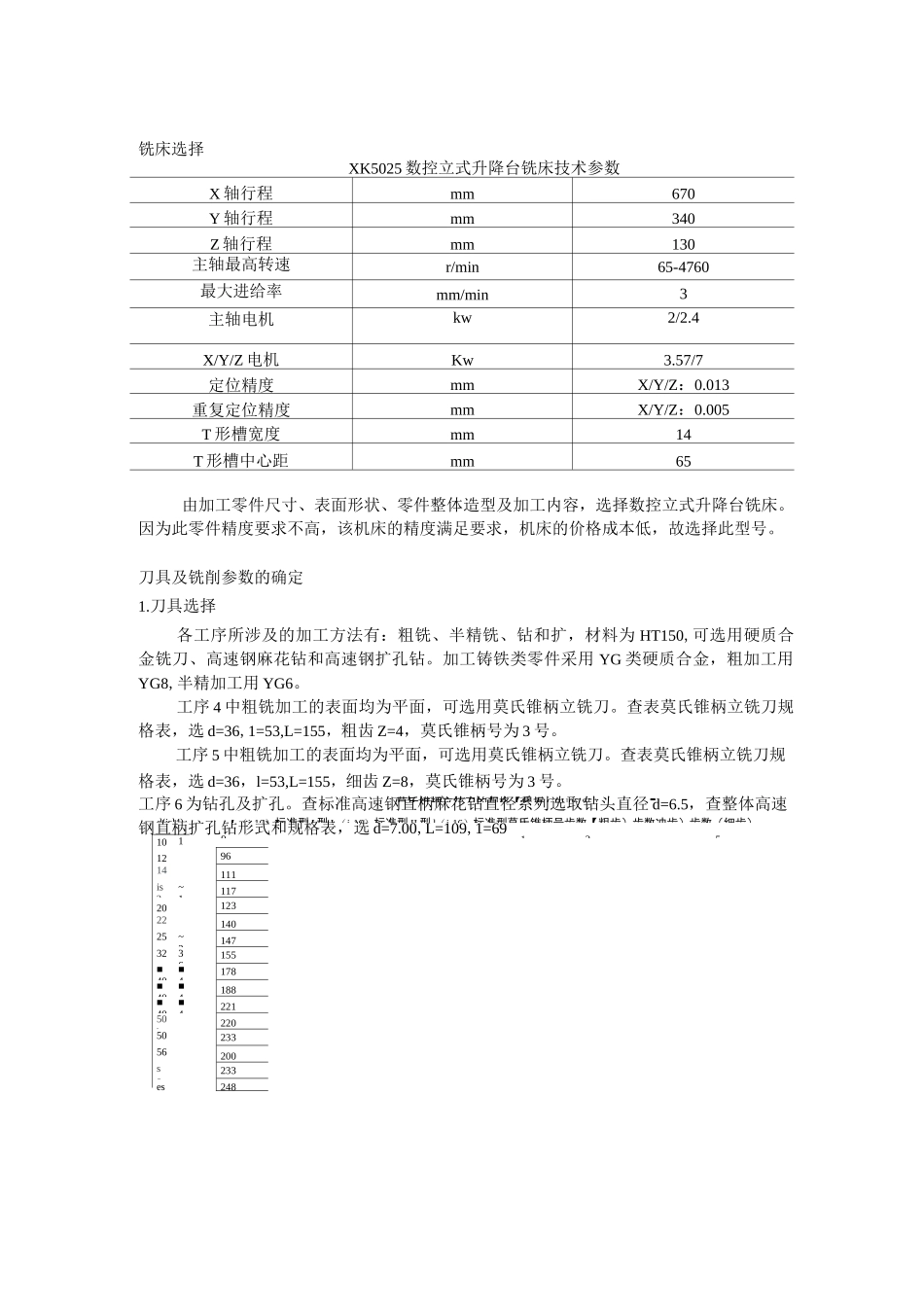
36■40■4■40■4■40■450-5056sees96111117123140147155178188221220233200233248铣床选择XK5025 数控立式升降台铣床技术参数X 轴行程mm670Y 轴行程mm340Z 轴行程mm130主轴最高转速r/min65-4760最大进给率mm/min3主轴电机kw2/2
4X/Y/Z 电机Kw3
57/7定位精度mmX/Y/Z:0
013重复定位精度mmX/Y/Z:0
005T 形槽宽度mm14T 形槽中心距mm65由加工零件尺寸、表面形状、零件整体造型及加工内容,选择数控立式升降台铣床
因为此零件精度要求不高,该机床的精度满足要求,机床的价格成本低,故选择此型号
刀具及铣削参数的确定1
刀具选择各工序所涉及的加工方法有:粗铣、半精铣、钻和扩,材料为 HT150,可选用硬质合金铣刀、高速钢麻花钻和高速钢扩孔钻
加工铸铁类零件采用 YG 类硬质合金,粗加工用YG8,半精加工用 YG6
工序 4 中粗铣加工的表面均为平面,可选用莫氏锥柄立铣刀
查表莫氏锥柄立铣刀规格表,选 d=36,1=53,L=155,粗齿 Z=4,莫氏锥柄号为 3 号
工序 5 中粗铣加工的表面均为平面,可选用莫氏锥柄立铣刀
查表莫氏锥柄立铣刀规格表,选 d=36,l=53,L=155,细齿 Z=8,莫氏锥柄号为 3 号
工序 6 为钻孔及扩孔
查标准高速钢直柄麻花钻直径系列选取钻头直径 d=6
5,查整体高速钢直柄扩孔钻形式和规格表,选 d=7
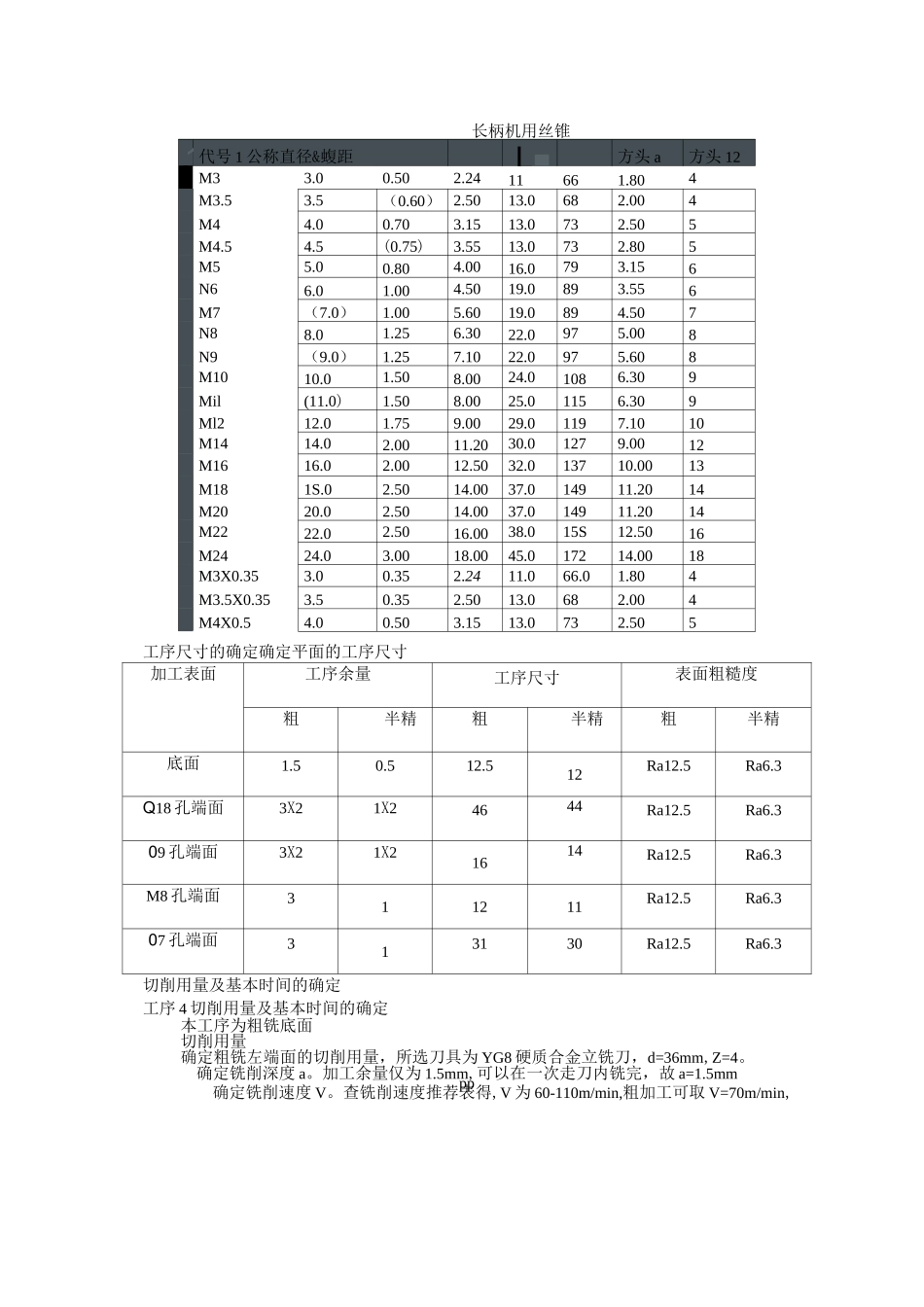
00,L=109,1=699莫氏锥柄立铳刀的规格【根据 GBU06-85)L(jS16)标准型 I 型 L(jS16)标准型 II 型 l(jS16)标准型莫氏锥柄号齿数【粗齿)齿数冲齿)齿数(细齿)■2135整体高速钢直柄扩孔钻形式和尺