质量管理与可靠性实验报告实验一过程控制图应用实验一、实验目的掌握过程控制图的基本原理,学会控制图的应用步骤
以生产实际中获取的质量管理数据为例,能够应用软件绘制过程控制图,并能够对过程进行分析
二、实验任务分析给定的质量管理数据,在软件中对数据进行处理,绘制均值一极差控制图和均值一标准差控制图,并根据控制图对生产过程进行分析
三、实验原理1、控制图概述控制图是用来分析和判断生产过程是否处于稳定状态的一种图形工具,它通过监测生产过程中的质量波动情况,判断并发现生产过程中的异常因素,具有稳定生产、保证质量、预防废品产生的作用,它已成为大批量生产中工序质量控制的主要方法
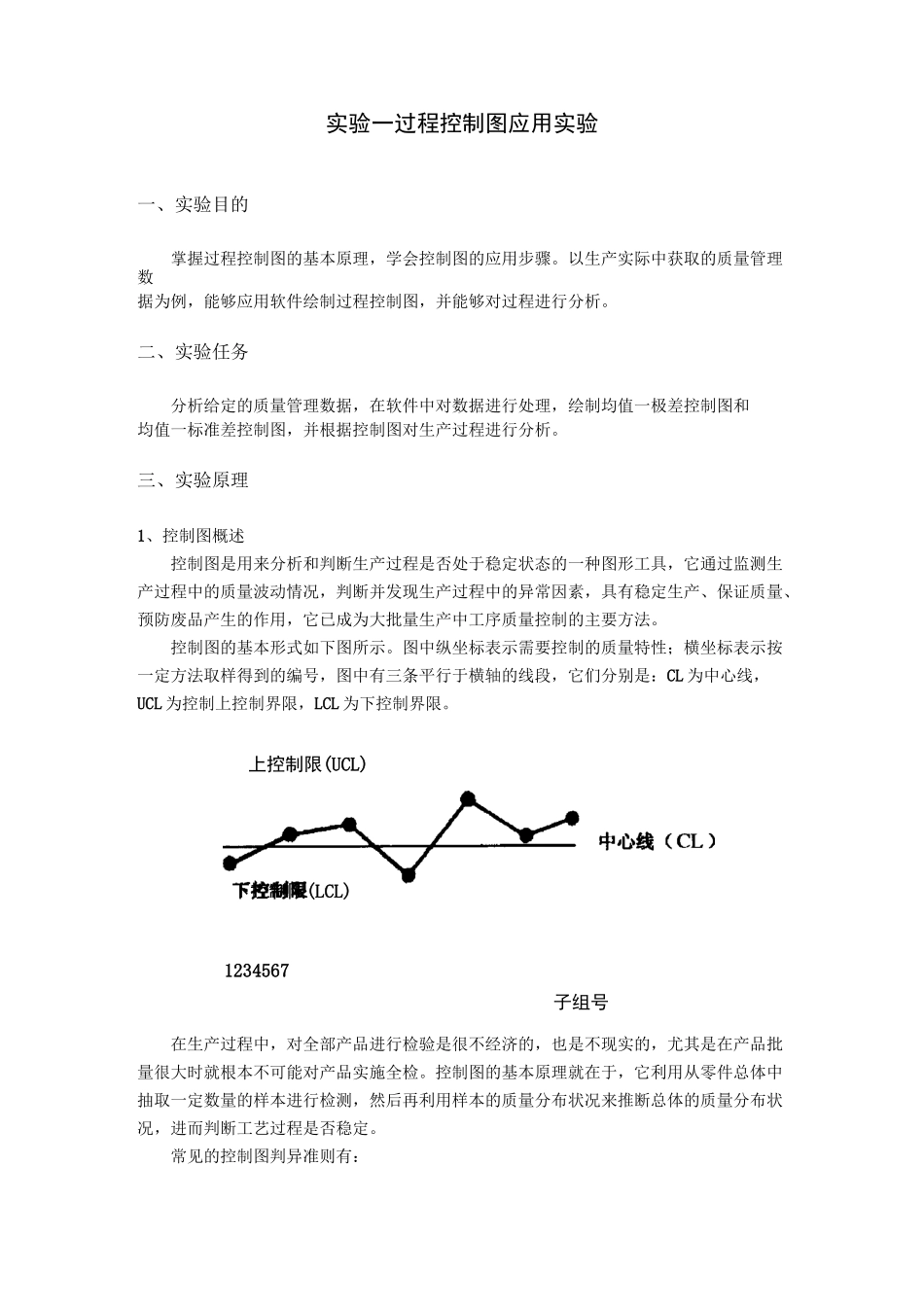
控制图的基本形式如下图所示
图中纵坐标表示需要控制的质量特性;横坐标表示按一定方法取样得到的编号,图中有三条平行于横轴的线段,它们分别是:CL 为中心线,UCL 为控制上控制界限,LCL 为下控制界限
上控制限(UCL)下控制限(LCL)1234567子组号在生产过程中,对全部产品进行检验是很不经济的,也是不现实的,尤其是在产品批量很大时就根本不可能对产品实施全检
控制图的基本原理就在于,它利用从零件总体中抽取一定数量的样本进行检测,然后再利用样本的质量分布状况来推断总体的质量分布状况,进而判断工艺过程是否稳定
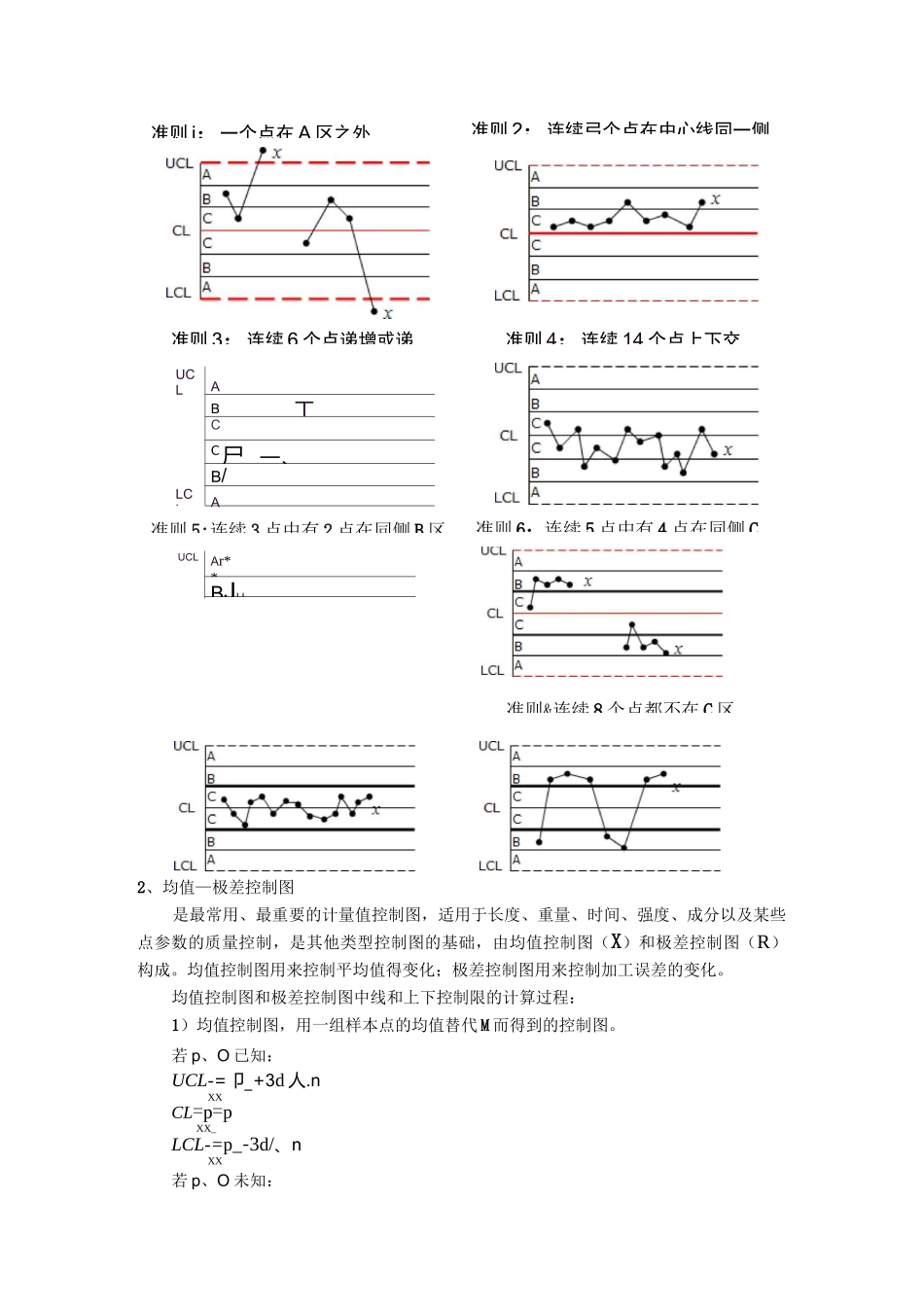
常见的控制图判异准则有:准则 i:一个点在 A 区之外准则 2:连续弓个点在中心线同一侧准则 3:连续 6 个点递增或递准则 4:连续 14 个点上下交UCLAB工CC尸 —、B/LCLA准则 5:连续 3 点中有 2 点在同侧 B 区准则 6:连续 5 点中有 4 点在同侧 CUCLAr**BJLL准则&连续 8 个点都不在 C 区2、均值—极差控制图是最常用、最重要的计量值控制图,适用于长度、重量、时间、强度、成分以及某些点参数的质量控制,是其他类型控制图的基础,由均值控制图(X)和极差控制图(R)构