1 2、适用范围 2
1 适用于电池部生产之产品
3、权责 3
1 PIE:负责监督生产是否按电烙铁焊接作业规范作业,负责跟踪执行后效果的确认每天对 对恒温烙铁的温度与ESO测试填写于恒温烙铁温度测试记录表与ESO测试记录表上
4、定义及参数 4
1 名词解释 3
3 文控中心:负责的发行与管制
2 生产部:严格按电烙铁焊接作业规范作业
1 空焊:焊点未沾到焊锡
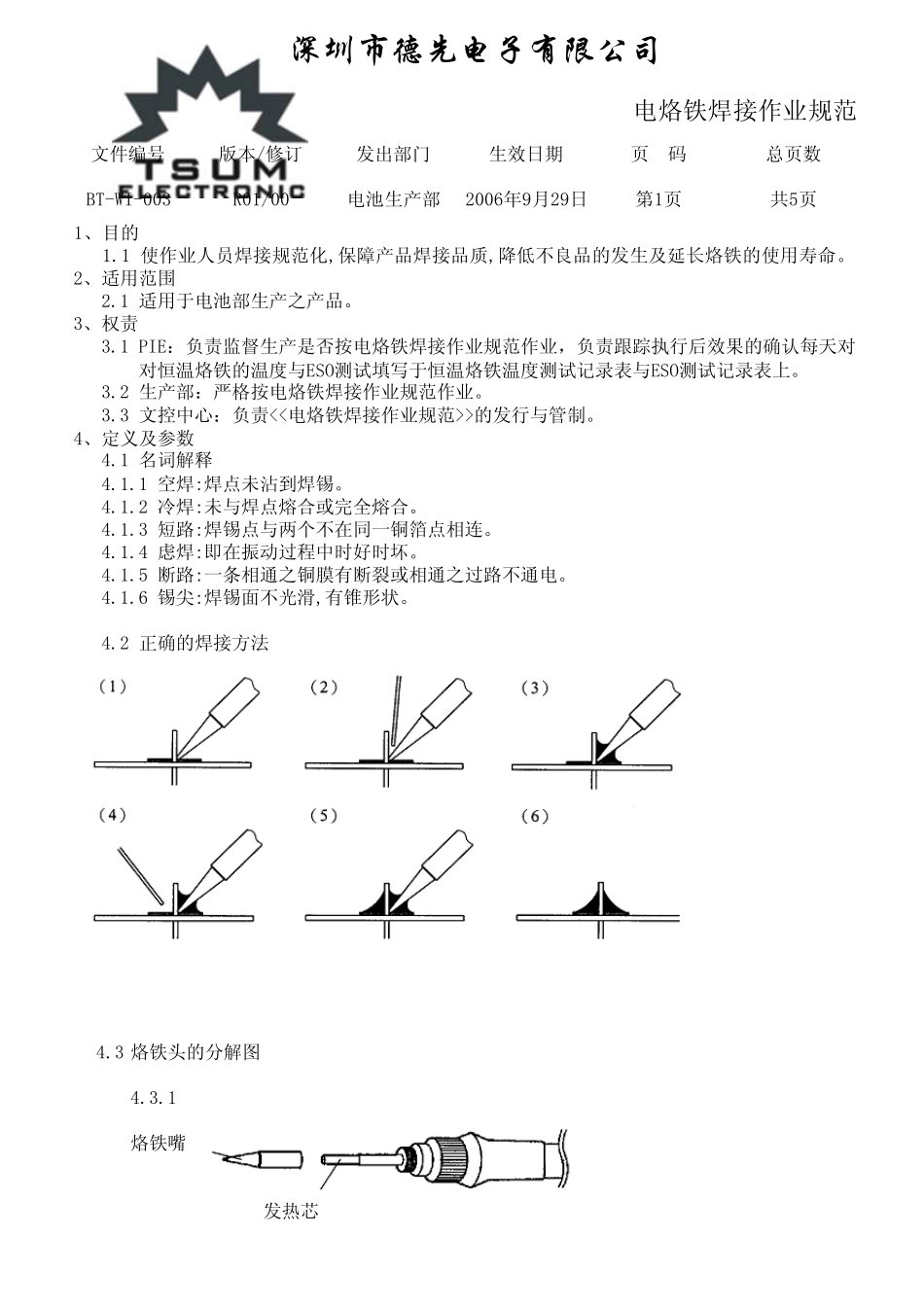
发热芯烙铁头的分解图 4
2 正确的焊接方法 4
6 锡尖:焊锡面不光滑,有锥形状
5 断路:一条相通之铜膜有断裂或相通之过路不通电
4 虑焊:即在振动过程中时好时坏
3 短路:焊锡点与两个不在同一铜箔点相连
2 冷焊:未与焊点熔合或完全熔合
总页数电烙铁焊接作业规范 1、目的 1
1 使作业人员焊接规范化,保障产品焊接品质,降低不良品的发生及延长烙铁的使用寿命
第1页共5页BT-WI-003R01/00电池生产部2006年9月29日 深 圳 市 德 先 电 子 有 限 公 司文件编号版本/修订发出部门生效日期页 码 4
3 焊锡量不能过多,呈半球状的焊点看不到组件脚,无法判断焊接质量,应修整
2 合格焊接是锡点饱满,亮泽
深 圳 市 德 先 电 子 有 限 公 司电烙铁焊接作业规范文件编号版本/修订发出部门生效日期页 码总页数第2页共5页BT-WI-003R01/00电池生产部2006年9月29日拒收标准拒收标准 4
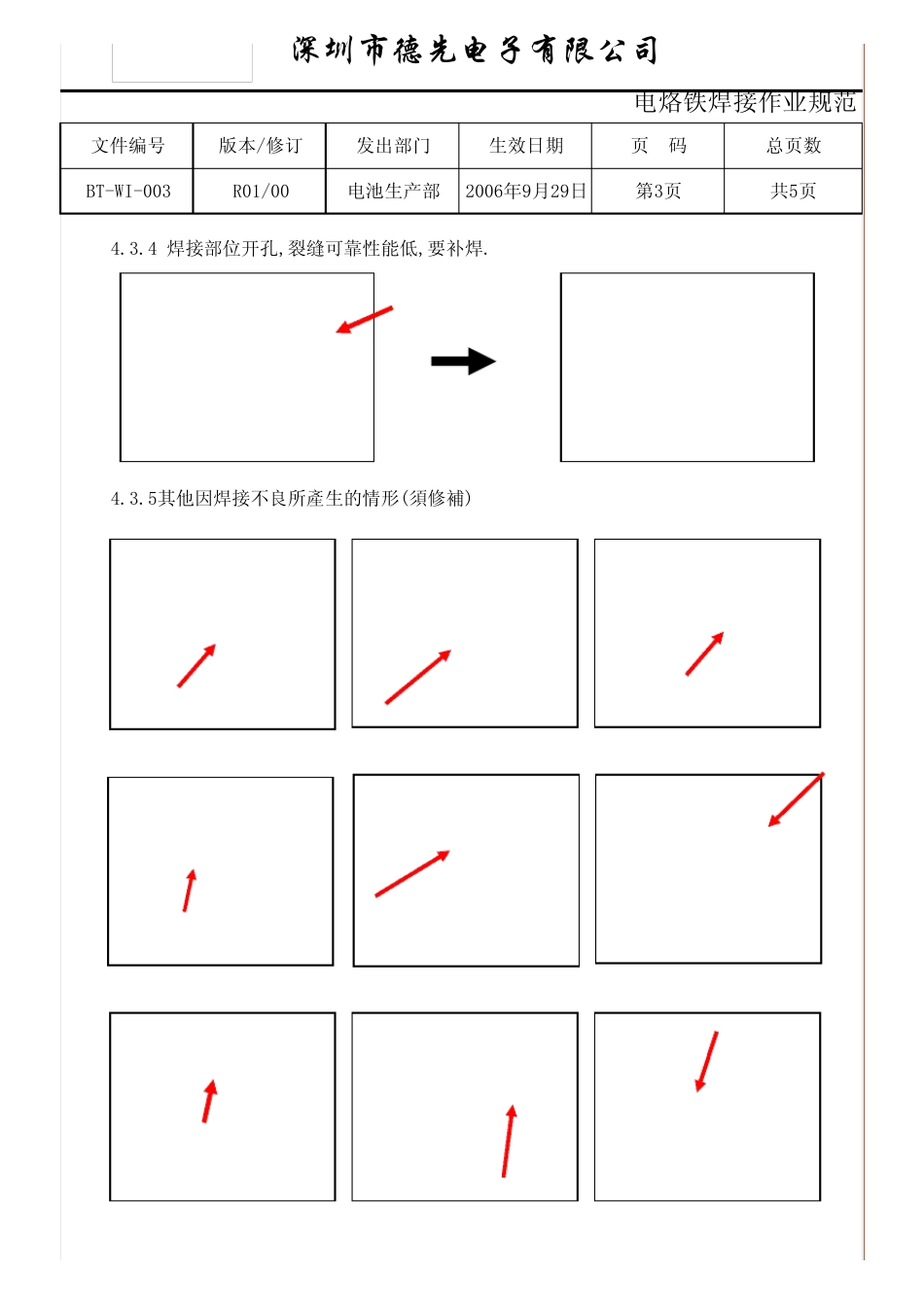
4 焊接部位开孔,裂缝可靠性能低,要补焊
5其他因焊接不良所產生的情形(須修補) 深 圳 市 德 先 电 子 有 限 公 司电烙铁焊接作业规范文件编号版本/修订发出部门生效日期页 码总页数BT-WI-003R01/00电池生产部2006年9月29日第3页共5页4
4 焊接对比图 4