PLC 在电镀专用行车控制中的应用 2008/3/18/09:47 来源:控制工程中文网 可编程控制器是70 年代以来,计算机迅速发展在工业控制领域对顺序控制有着重大意义的一种新兴技术,由于它编程直接,方便,抗干扰能力强,工业控制中几乎所有的顺序控制都可简单地由它完成,因而其应用愈来愈广泛
电动行车是现代化生产中用于物料输送的重要设备,传统的控制方式下,大都采用人工操纵的半自动控制方式,在许多场合,为了提高工作效率,促进生产自动化和减轻劳动强度,往往需要实现电动行车的自动化控制,实现自动化控制,可以使行车能够按照预定顺序和控制要求,自动完成一系列的工作
本文介绍了工厂电镀车间的电镀专用行车,利用PLC 构成一套自动控制系统,实现对电镀专用行车的自动控制过程
1、工作过程分析 电镀专用行车采用远距离控制,起吊重量500kg 以下,起重物品是有待进行电镀或表面处理的各种产品零件
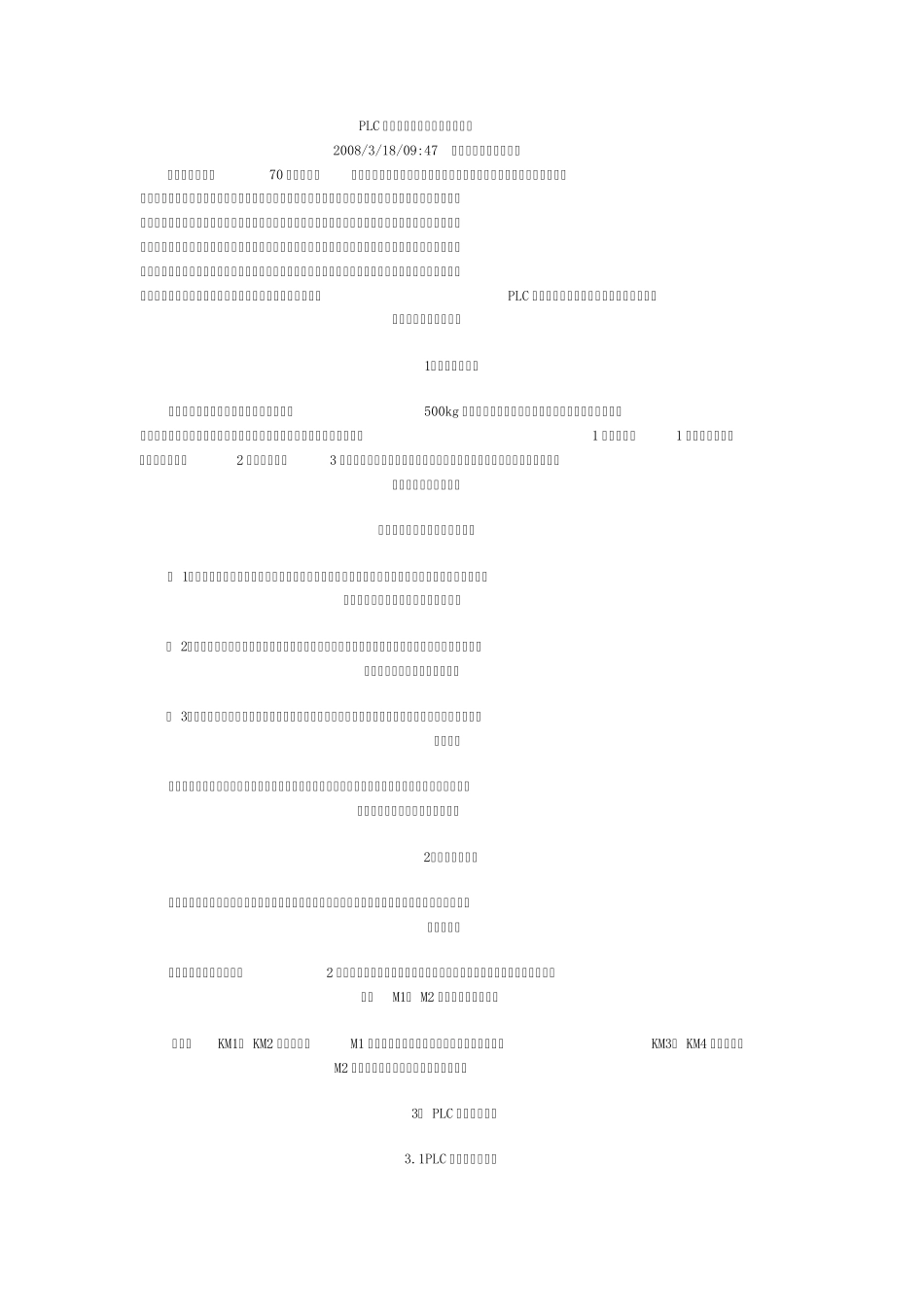
根据电镀加工工艺的要求,电镀专用行车的结构和动作流程如图1 所示,其中1 槽为电镀槽,槽中装有电镀液,2 槽为回收槽,3 槽为清水槽,实际生产中电镀槽的数量由电镀工艺要求决定,电镀的种类越多,槽的数量越多
电镀专用行车的工作过程如下: ( 1)在电镀生产一侧,工人将待加工的零件装入吊篮,发出控制信号,行车自动上升,并逐段前进,根据工艺要求在需要停留的槽位停止
( 2)行车停留在某个槽位上面后,自动下降,停留一定的时间(各槽停留的时间根据工艺要求预先设定),再自动上升并继续前行
( 3)如此完成电镀工艺规定的各道工序,直至生产的末端
然后,自动返回原位,由工人卸下处理好的零件
至此,一次循环加工完成,可见,电镀专用行车加工过程的控制是顺序控制,由吊篮前进、下降、延时停留、上升、后退等工序组成
2、拖动系统设计 专用行车的前后和升降运动由三相交流异步电动机拖动,根据电镀行车的起吊重量,选用两台电