矿泉水螺旋瓶与螺旋盖的设计矿泉水螺旋瓶与螺旋翻盖是在矿泉水饮料瓶和盖的包装上很常见的瓶与盖,下面从三个技术要点进行阐述
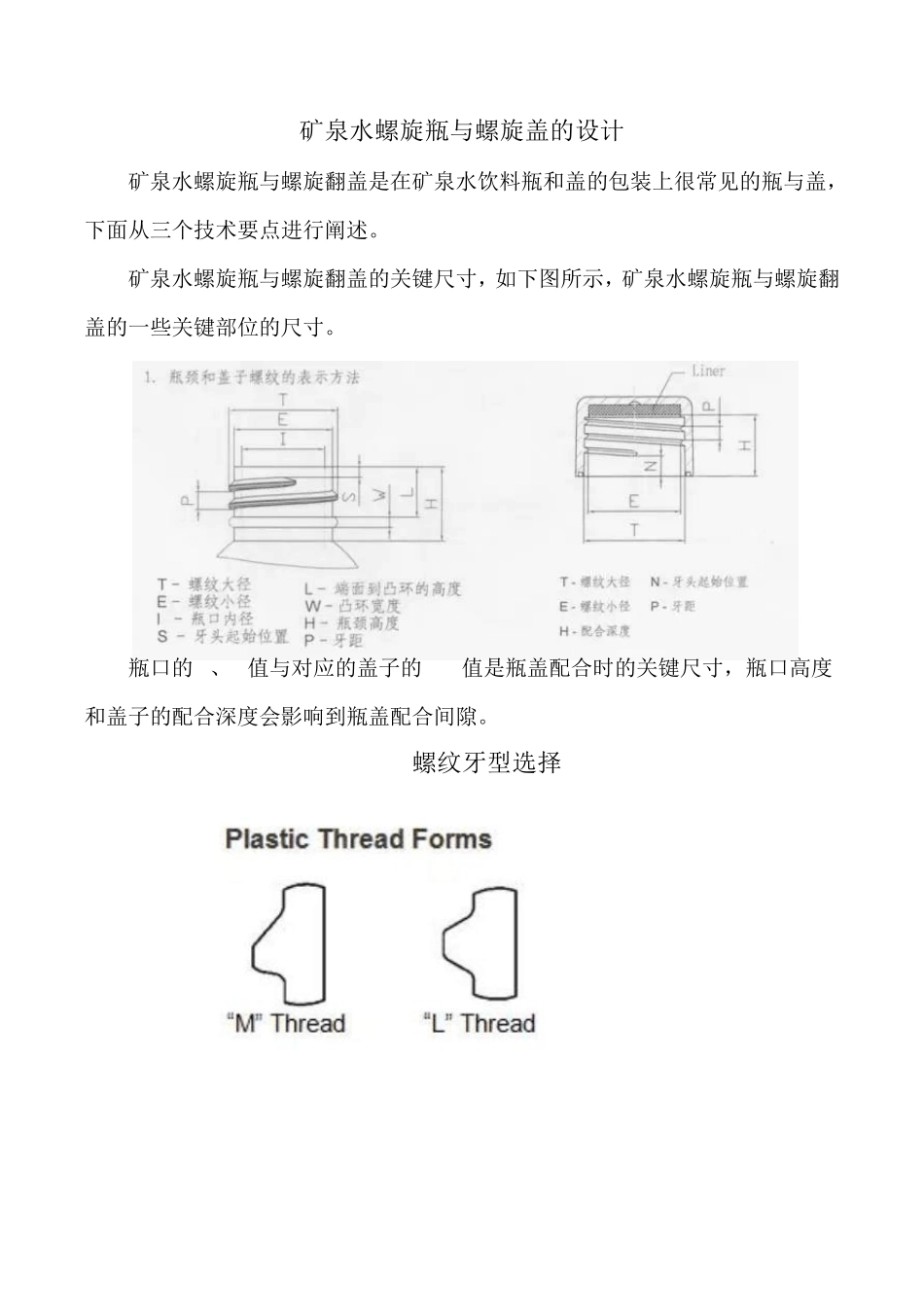
矿泉水螺旋瓶与螺旋翻盖的关键尺寸,如下图所示,矿泉水螺旋瓶与螺旋翻盖的一些关键部位的尺寸
瓶口的T、E值与对应的盖子的T/E值是瓶盖配合时的关键尺寸,瓶口高度和盖子的配合深度会影响到瓶盖配合间隙
螺纹牙型选择目前业内没有特别明确的螺纹牙型的标准,很多公司会有自己的设计标准
M型螺纹使用比较广泛
具体的螺纹牙型的选择还是要根据内容物产品特性,瓶型盖型设计以及灌装生产线的速度等来考虑
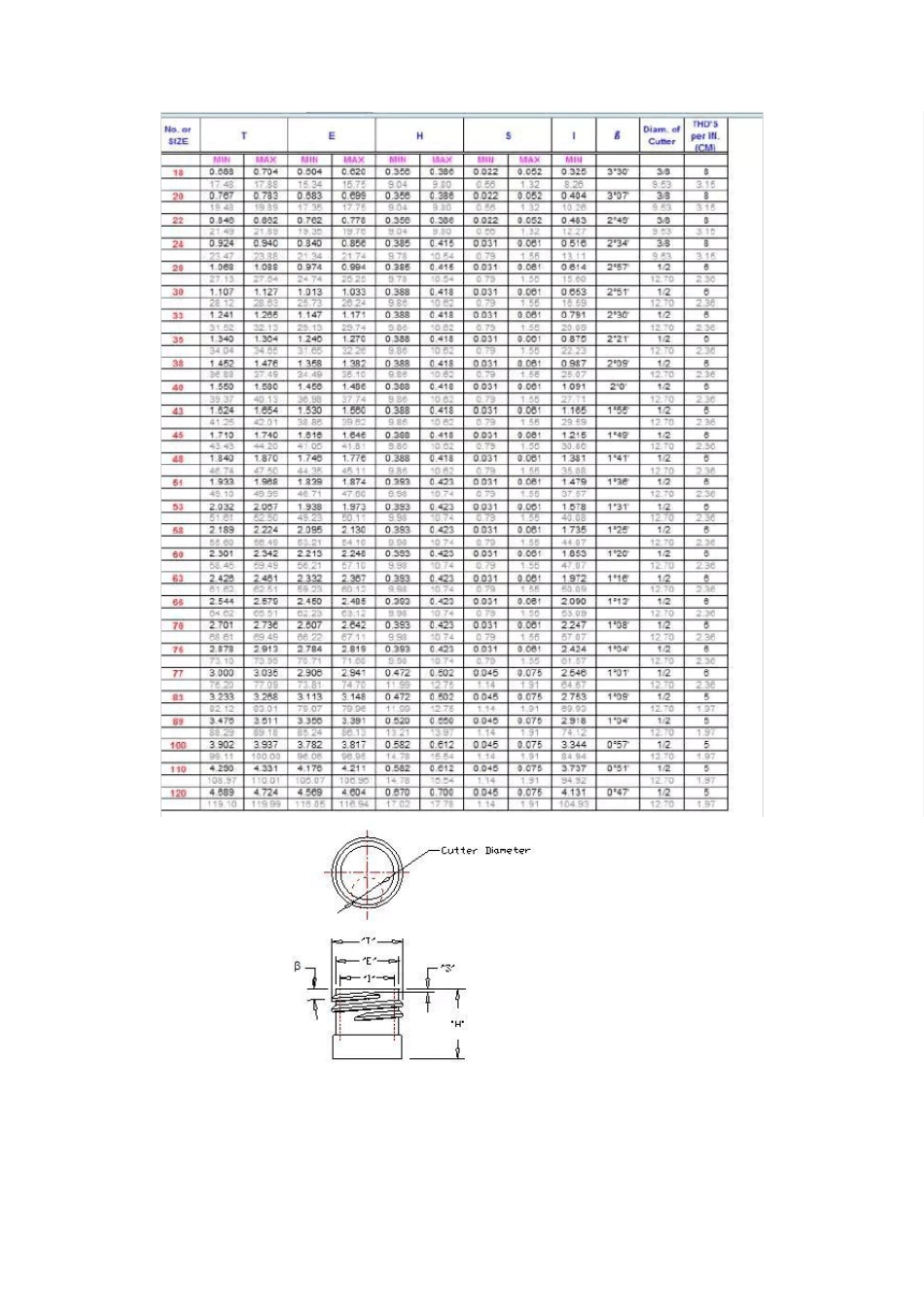
螺纹型号目前在国际上有一套使用的标准,如上的螺纹代码,通常来讲 400是一圈螺纹,410,是一圈半,415是 2圈螺纹,附件是一个参考不同型号的螺纹关键尺寸参考列表
螺纹配合----螺纹径向配合间隙设计外螺纹间隙是指盖子T与瓶子T的差别;内螺纹间隙是盖子E与瓶子E值的差别
螺纹配合的基本功能是配合要顺畅,为此,要求内外螺纹的径向配合间隙至少双边 0
10mm,如果产品螺纹部位可能会有变形或者椭圆度,最小间隙还要考虑椭圆度的影响螺纹结合度以及牙型高度设计螺纹结合度表示内外螺纹径向重合部分的多少,是指瓶子外螺纹T与盖子内螺纹E的差别
为了确保没有滑牙问题,一般至少保证结合度在 0
0mm(双边),强脱模时取小,旋脱时取大值
轴向间隙配合设计轴向配合间隙是指螺距P与瓶盖配和后螺牙宽度的差别,一般轴向间隙控制在至少0
螺纹设计的其他要求为保证螺纹模具的强度,螺纹牙头应该距离端面至少0
3mm,也就是说螺牙头起始点要保证至少0
3mm处开始
为保证螺纹配合可靠,螺纹配合有效圈数至少不少于 1圈,对于双头螺纹,每头不少于 0
多头螺纹平衡性比较好,所有头加起来配合的圈数至少保证 1圈
当瓶颈比较小时,为消除夹边对螺纹的影响,可在合模线处把螺纹削平
为防止螺纹牙头互相干涉,