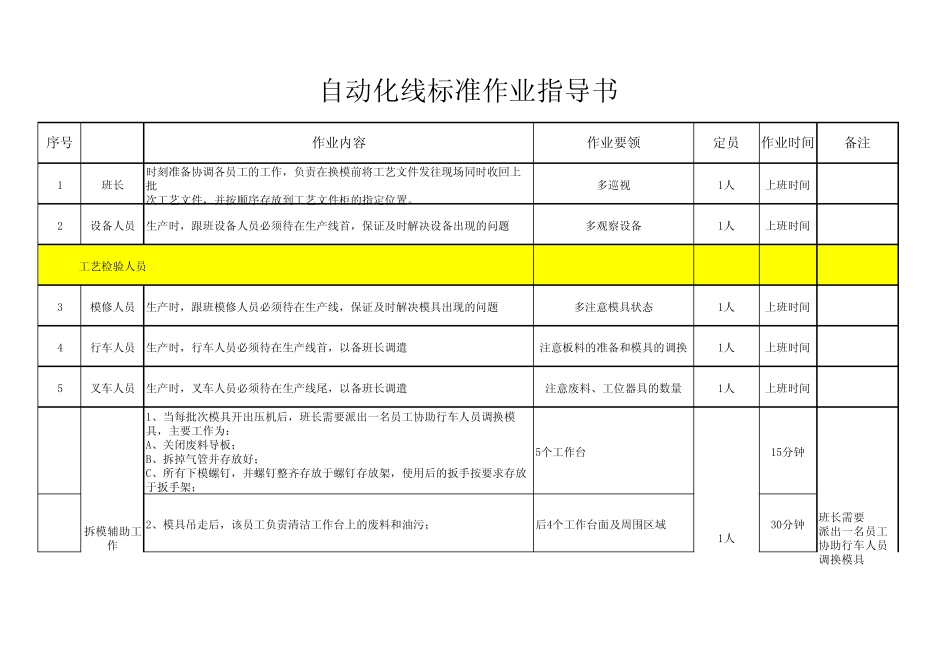
序号作业内容作业要领定员作业时间备注1班长时刻准备协调各员工的工作,负责在换模前将工艺文件发往现场同时收回上批次工艺文件,并按顺序存放到工艺文件柜的指定位置
多巡视1人上班时间2设备人员生产时,跟班设备人员必须待在生产线首,保证及时解决设备出现的问题多观察设备1人上班时间工艺检验人员3模修人员生产时,跟班模修人员必须待在生产线,保证及时解决模具出现的问题多注意模具状态1人上班时间4行车人员生产时,行车人员必须待在生产线首,以备班长调遣注意板料的准备和模具的调换1人上班时间5叉车人员生产时,叉车人员必须待在生产线尾,以备班长调遣注意废料、工位器具的数量1人上班时间61、当每批次模具开出压机后,班长需要派出一名员工协助行车人员调换模具,主要工作为:A、关闭废料导板;B、拆掉气管并存放好;C、所有下模螺钉,并螺钉整齐存放于螺钉存放架,使用后的扳手按要求存放于扳手架;5个工作台15分钟72、模具吊走后,该员工负责清洁工作台上的废料和油污;后4个工作台面及周围区域30分钟自动化线标准作业指导书拆模辅助工作班长需要派出一名员工协助行车人员调换模具1人83、 当 拉 延 模 具 吊 走 后 , 该 员 工 负 责 清 洁 工 作 台 并 参 照 顶 杆 图 装 好 下批 次 模 具 的 顶 杆 , 然 后 找 当 班 班 长 或 工 艺 员 确 认 无 误 方 可 放 装 拉 延 模 具 ; 然后 将 下 模 螺 钉 按 对 角 线 法 则 进 行 拧 紧 ;2000T工 作 台 面 及 周 围 区 域15分 钟94、 该 员 工 负 责 按 要 求 插 好 下 批 次 模 具 的 气 管 、 数 据 线 ,按 对 角 线 法 则 拧 紧 所 有 下 模 螺 钉 ;5个 工 作 台5分 钟10装 模 辅 助 备工 作1、 当 行 车 人 员 将 下 批 次 模 具 放 到 工 作 台 上