手工电弧焊低碳钢板立焊位单面焊双面成型技术1、低碳钢板立焊(1)焊前准备焊前准备的内容与低碳钢平板平焊基本一致
试件固定在垂直面内,间隙小的一端在下面
(2)操作要点立焊时液态金属在重力作用下易下坠而产生焊瘤,并且熔池金属和熔渣易分离造成熔池部分脱离熔渣的保护,操作或运条角度不当,容易产生气孔
因此立焊时,要注意控制焊条角度和短弧焊接
1)打底焊打底层的焊接要点与钢板平焊位置基本一致
采用直径为 3
2mm 的焊条,焊接电流 90—100A
焊条与板体下倾角度为 70°—80°,选用断弧焊一点击穿法
2)填充焊填充焊的运条手法为月牙形或横向锯齿形,采用直径为 3
2mm 的焊条,焊接电流 110—120A
焊条与板件下倾角度为 70°—80°
3)盖面层盖面层施焊的焊条直径、焊接电流、焊条角度,运条方法及接头方法与填充层相同
2、低碳钢板横焊(1)焊前准备焊前准备的内容与低碳钢平板平焊基本一致,预留反变形角度为 5°—6°
(2)操作要点横焊时液态金属在自重作用下易下淌,在焊缝上侧易产生咬边,下侧易产生焊瘤
因此,要选用较小直径的焊条、较小的焊接电流,采用多层多道焊、短弧操作
1)打底焊打底层的焊接要点与平焊基本一致
采用直径为 3
2mm 的焊条,焊接电流 110—120A
焊条与板件下倾角度为 70°—80
,与焊接前进方向的夹角约为 70°
选用断弧焊—点击穿法
2)填充焊填充焊的运条手法为直线运条,不作任何摆动
采用直径为 3
2mm 的焊条,焊接电流 130—140A
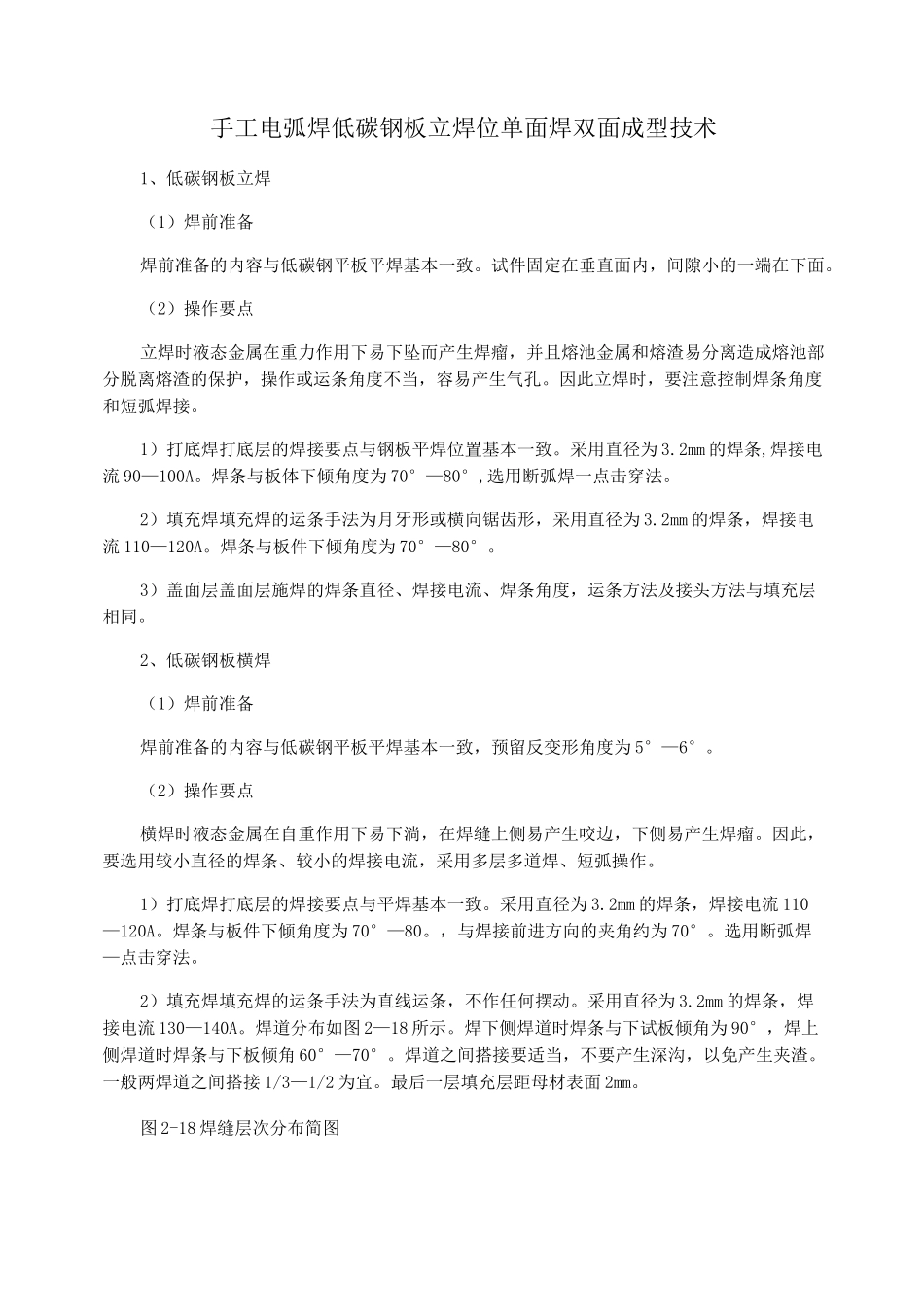
焊道分布如图 2—18 所示
焊下侧焊道时焊条与下试板倾角为 90°,焊上侧焊道时焊条与下板倾角 60°—70°
焊道之间搭接要适当,不要产生深沟,以免产生夹渣
一般两焊道之间搭接 1/3—1/2 为宜
最后一层填充层距母材表面 2mm
图 2-18 焊缝层次分布简图1焊前准3)盖面层盖面层施焊的焊