‘船舶管系安装工艺规范 船舶管系安装工艺规范插图 1 1 范围 本规范规定了船舶管系的安装前准备、人员、工艺要求、工艺过程和检验
本规范适用于大中型船舶管系的安装
对于特种船舶或有特殊要求的管系,应按设计要求,编制相应的工艺文件
2 安装前准备 2
1 熟悉和掌握管系设计图纸与技术文件,按要求进行安装准备
2 安装的管子应有合格标记
管端严密封口,对封口损坏的管子,安装前需用压缩空气吹净管内壁
3 安装的阀门及管件等应有产品检验合格证书
并具有良好的清洁封口
法兰密封面和螺纹接头的螺纹不能碰伤或其它损坏,如有损坏应予修正
4 安装的管子、阀门及管件等应对照相应图样和技术文件核查其正确性和配套完整性
5 管子和管件安装前应堆放在环境清洁的场所
6 镀锌管或镀锌零件的镀层表面应光滑,如在装焊时局部受到损伤应及时用富锌底漆补涂
7 管子连接机械设备时,应仔细检查管子与设备的对应接口是否一致,并检查设备接口内的清洁状况,如有污物或其它不清洁的情况,应视实际情况,进行局部清洁或拆卸清洗,在达到要求后,方可与管子连接
8 管子连接阀门和其他管件时,应仔细检查管子与阀门和其他管件的对应接口是否一致,并检查阀门和其它管件接口内的清洁状况,如有污物或锈蚀,必须进行局部或全部清洁,在达到要求后,才能提交安装
3 人员 3
1 安装人员和检验人员应具备专业知识,并经过相关专业培训、考试或考核取得合格证书,方可上岗操作
2 安装人员和检验人员应熟悉本规范要求,并严格遵守工艺纪律和现场安全操 作 规 程
4 工艺要求 4
1 管 系 安 装 必 须 按 图 纸 进 行 , 管 子 的 排 列 应 尽 可 能 平 直 、 成 组 成 束 并 列 、 整齐 和 美 观 , 避 免 不 必 要 的 迂 回 和 斜 交
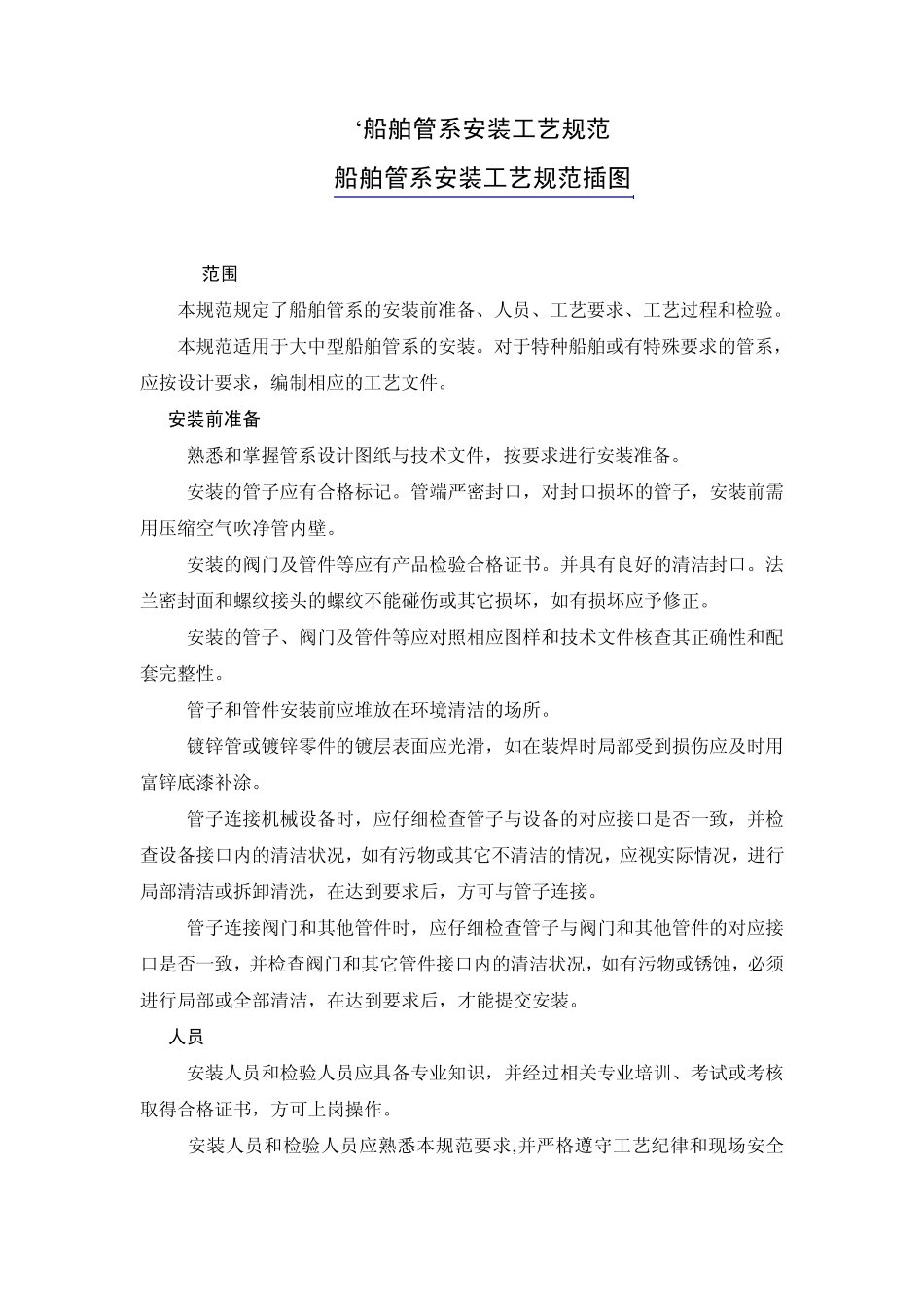
2 管 系 的 安 装