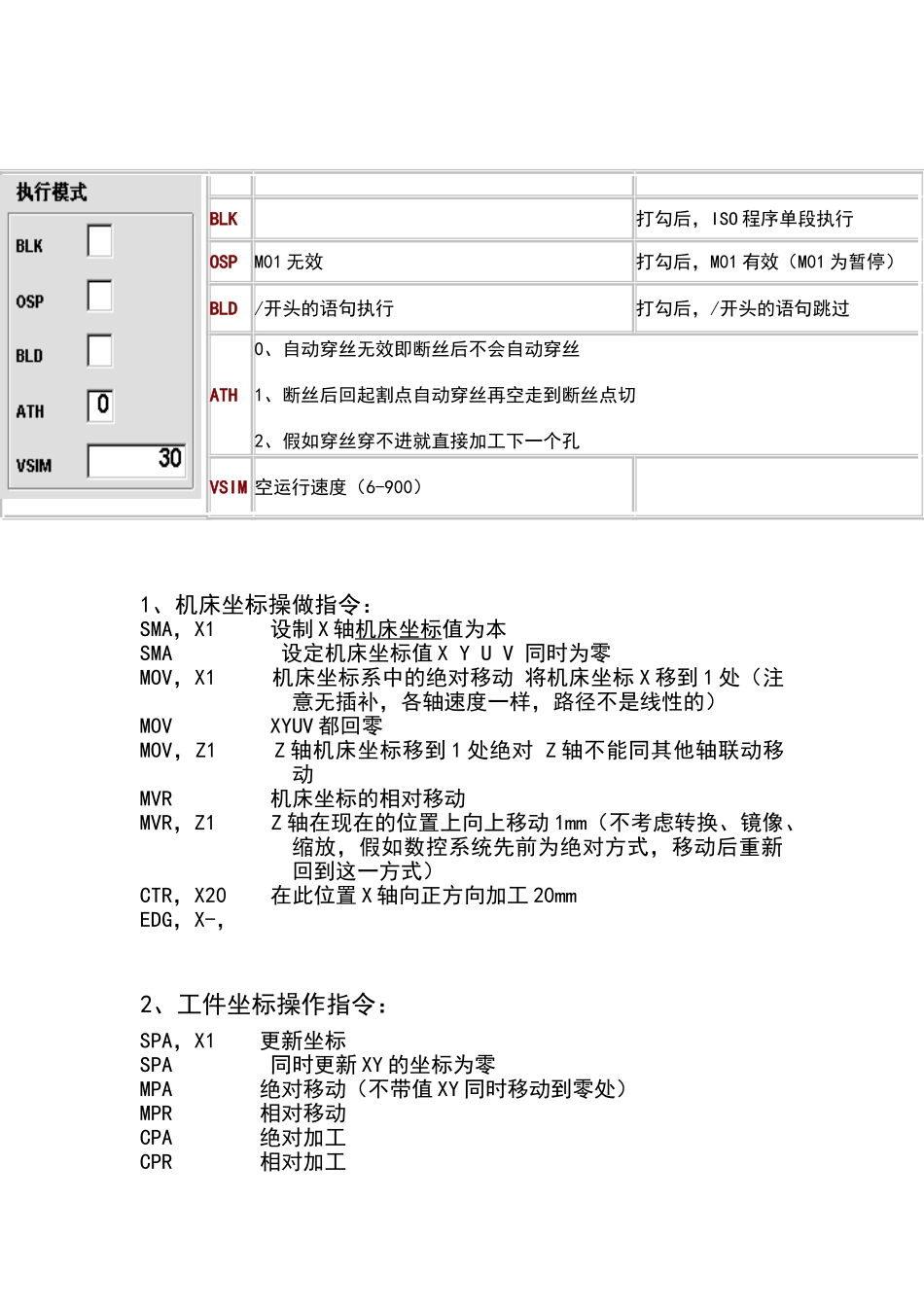
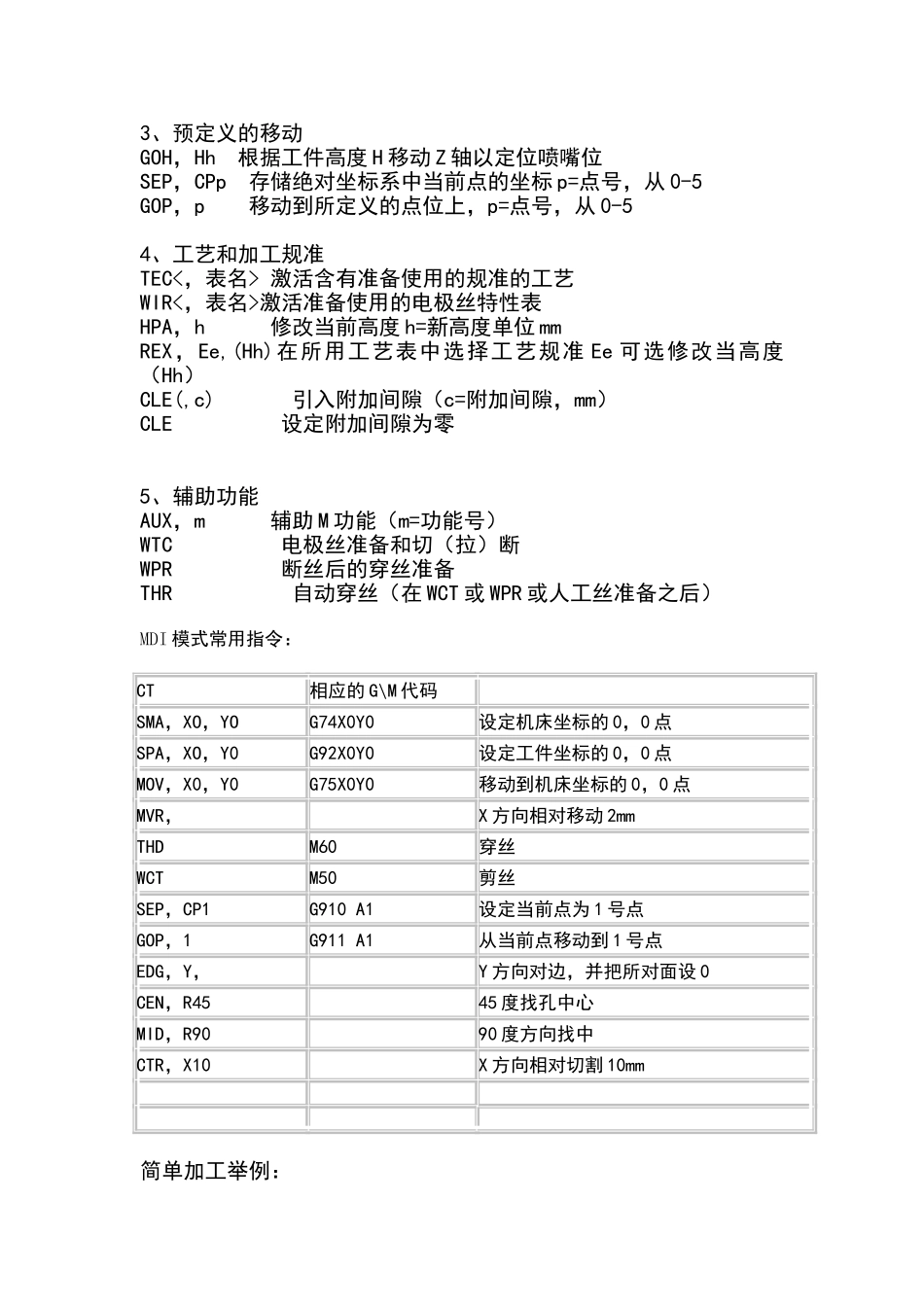
状态信号行:GEO 路径转换激活时(MIR-ROT-INV)不亮,无功能激活时橙色ALV 电极丝垂直校准时绿色ALP 电极丝工件校准时绿色GEN 脉冲电源接通时橙色CTC 电极丝短路时绿色ALM 数控在报警时红色UrG 紧急停止按钮按下时红色EXE 执行程序时黄色WIR 启动走丝时黄色显示当前使用的检查方式和时间MDI 键盘输入MEM 存储器JOG 手动Ready 准备就绪Start 执行Hold 中断用户参数SCF 缩放系数度 1ROT 旋转角 0MirX 对 X 轴镜像 0MirY 对 Y 轴镜像 0InvXY XY 轴交换 0TFE 考虑偏移 1TER 考虑斜度角 1ATH 自动重穿线ART 自动重启动SIM 空运行MLK 无移动模拟(程序校验)BLK 单段执行BLD 跳段有效,表示程序前有/的就不执行(如/M00)OSP 考虑可选停止BLK打勾后,ISO 程序单段执行OSPM01 无效打勾后,M01 有效(M01 为暂停)BLD/开头的语句执行打勾后,/开头的语句跳过ATH0、自动穿丝无效即断丝后不会自动穿丝 1、断丝后回起割点自动穿丝再空走到断丝点切2、假如穿丝穿不进就直接加工下一个孔VSIM 空运行速度(6-900)1、机床坐标操做指令:SMA,X1 设制 X 轴机床坐标值为本SMA 设定机床坐标值 X Y U V 同时为零MOV,X1 机床坐标系中的绝对移动 将机床坐标 X 移到 1 处(注意无插补,各轴速度一样,路径不是线性的)MOV XYUV 都回零MOV,Z1 Z 轴机床坐标移到 1 处绝对 Z 轴不能同其他轴联动移动MVR 机床坐标的相对移动MVR,Z1 Z 轴在现在的位置上向上移动 1mm(不考虑转换、镜像、缩放,假如数控系统先前为绝对方式,移动后重新回到这一方式)CTR,X20 在此位置 X 轴向正方向加工 20mmEDG,X-,2、工件坐标操作指