折弯工作吨位折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形
工作吨位就是指折弯时的折弯压力
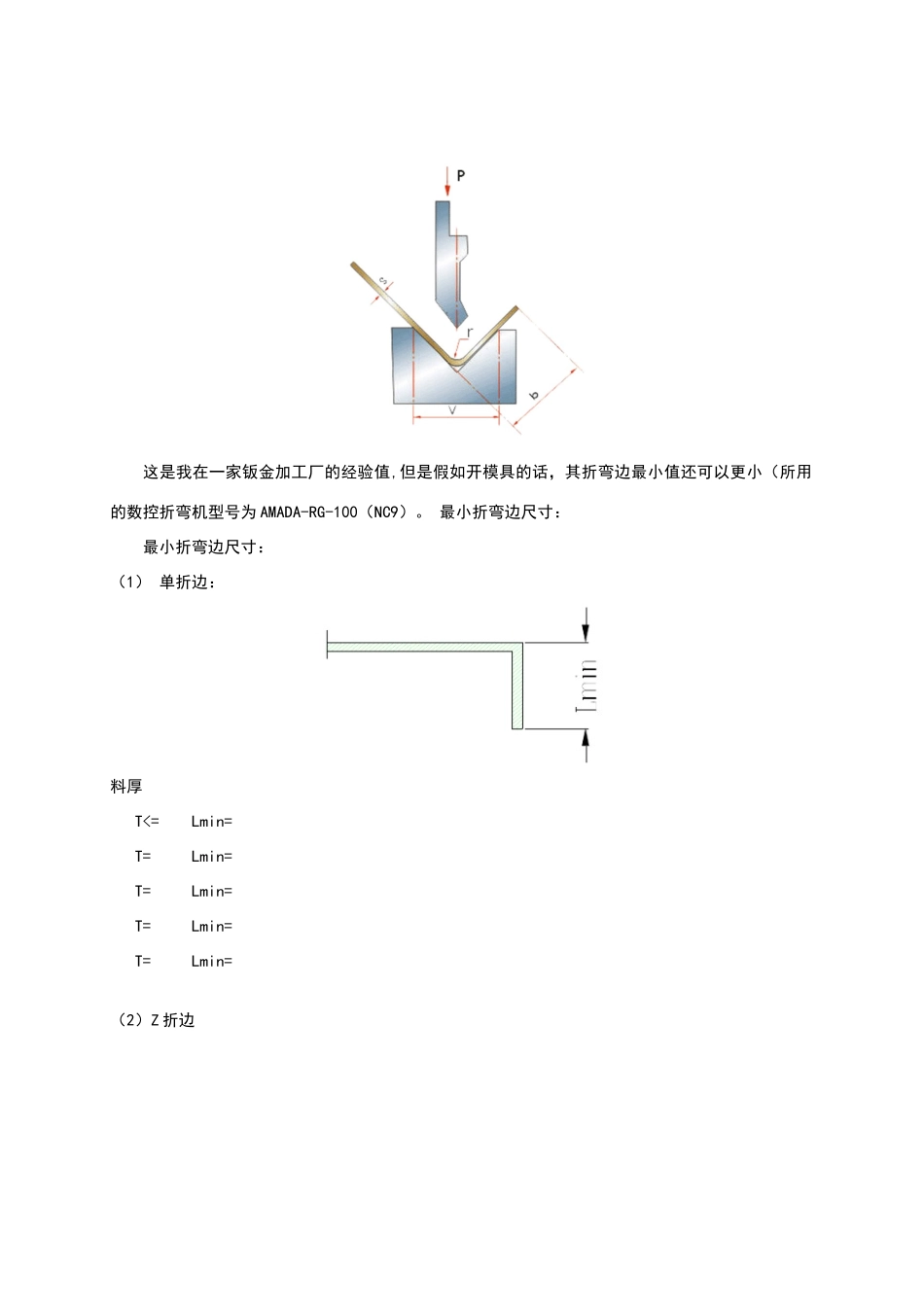
确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图 1 所示
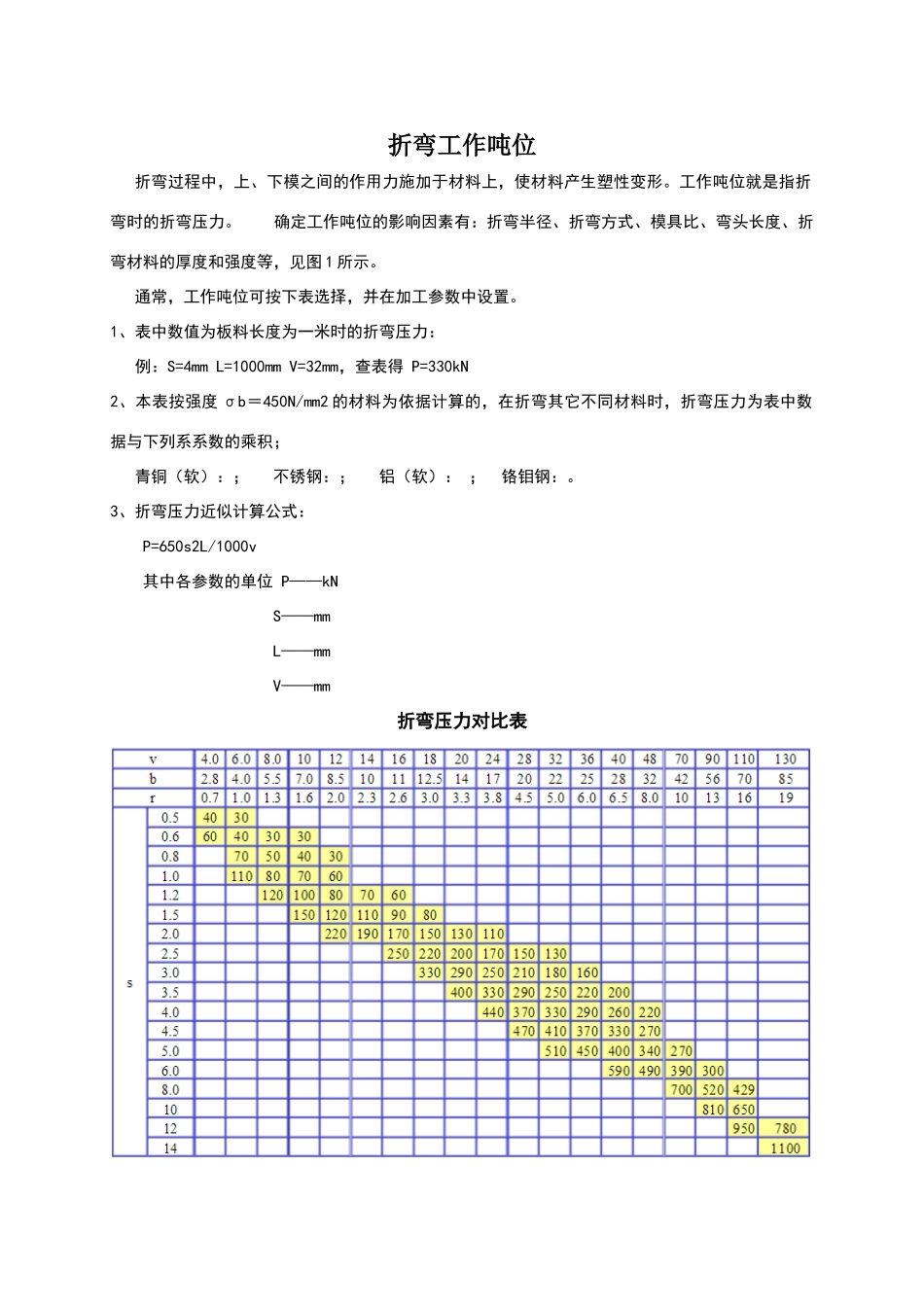
通常,工作吨位可按下表选择,并在加工参数中设置
1、表中数值为板料长度为一米时的折弯压力: 例:S=4mm L=1000mm V=32mm,查表得 P=330kN 2、本表按强度 σb=450N/mm2 的材料为依据计算的,在折弯其它不同材料时,折弯压力为表中数据与下列系系数的乘积; 青铜(软):; 不锈钢:; 铝(软): ; 铬钼钢:
3、折弯压力近似计算公式:P=650s2L/1000v其中各参数的单位 P——kN S——mm L——mm V——mm 折弯压力对比表这是我在一家钣金加工厂的经验值,但是假如开模具的话,其折弯边最小值还可以更小(所用的数控折弯机型号为 AMADA-RG-100(NC9)
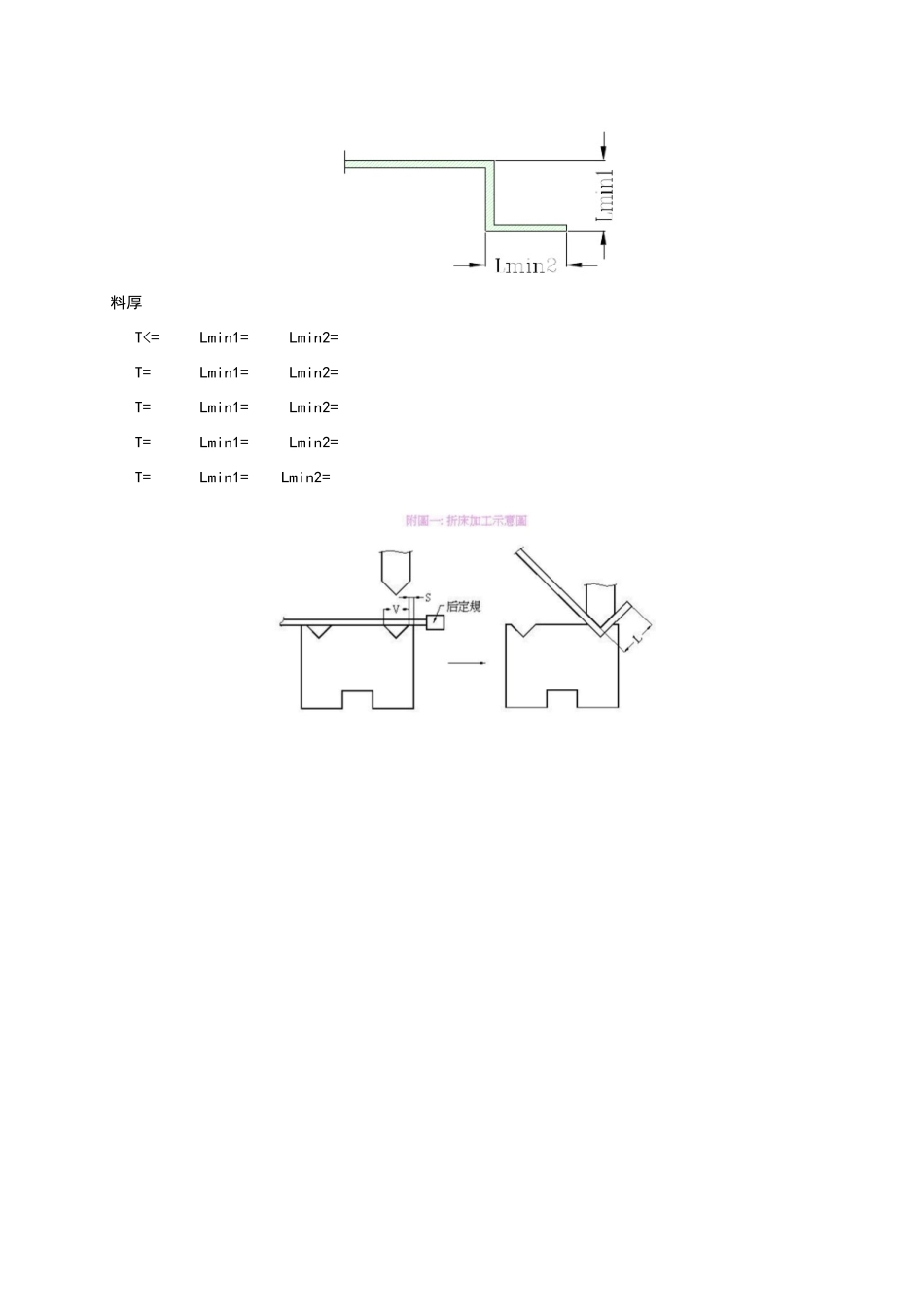
最小折弯边尺寸:最小折弯边尺寸: (1) 单折边:料厚T