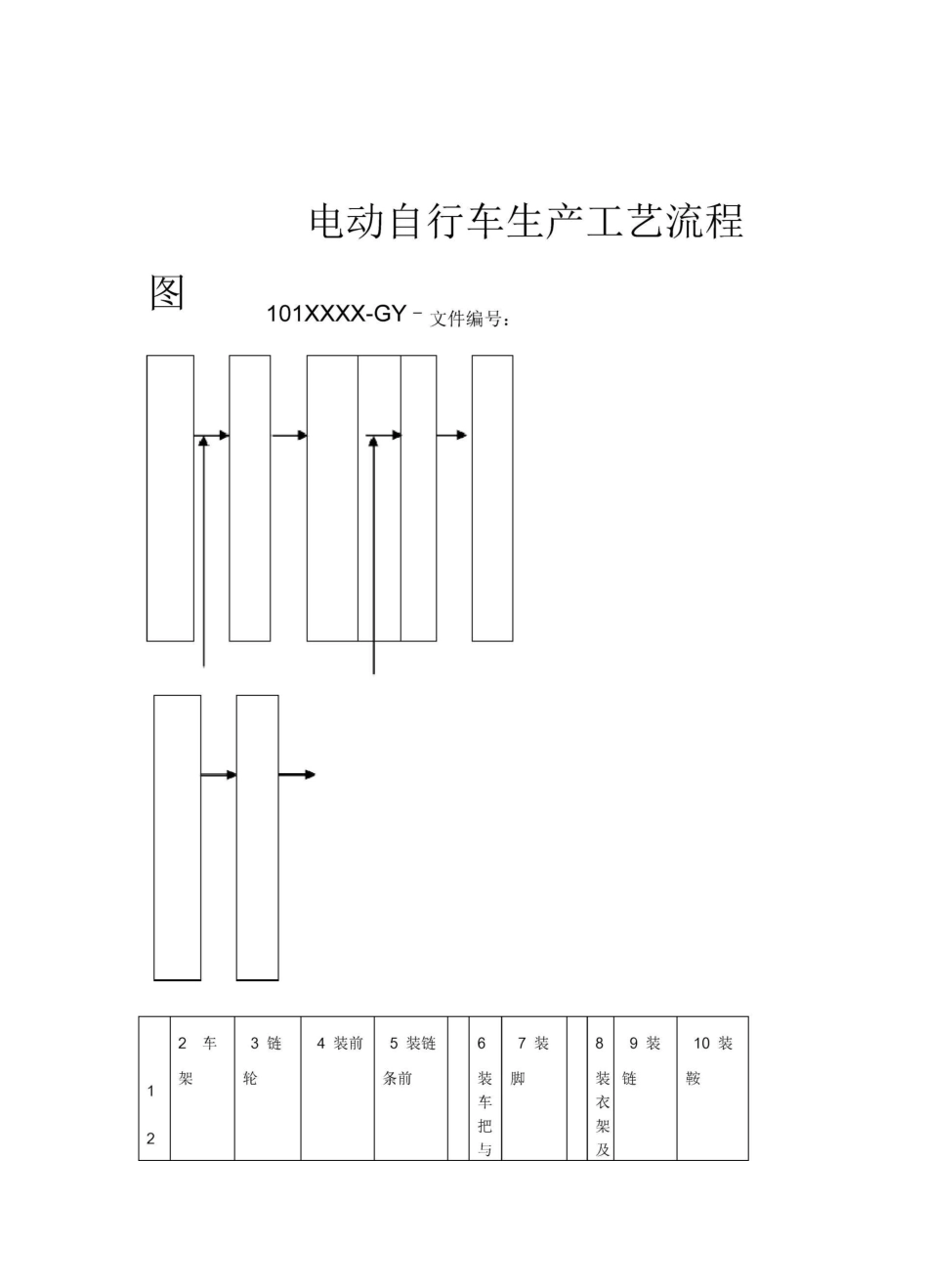
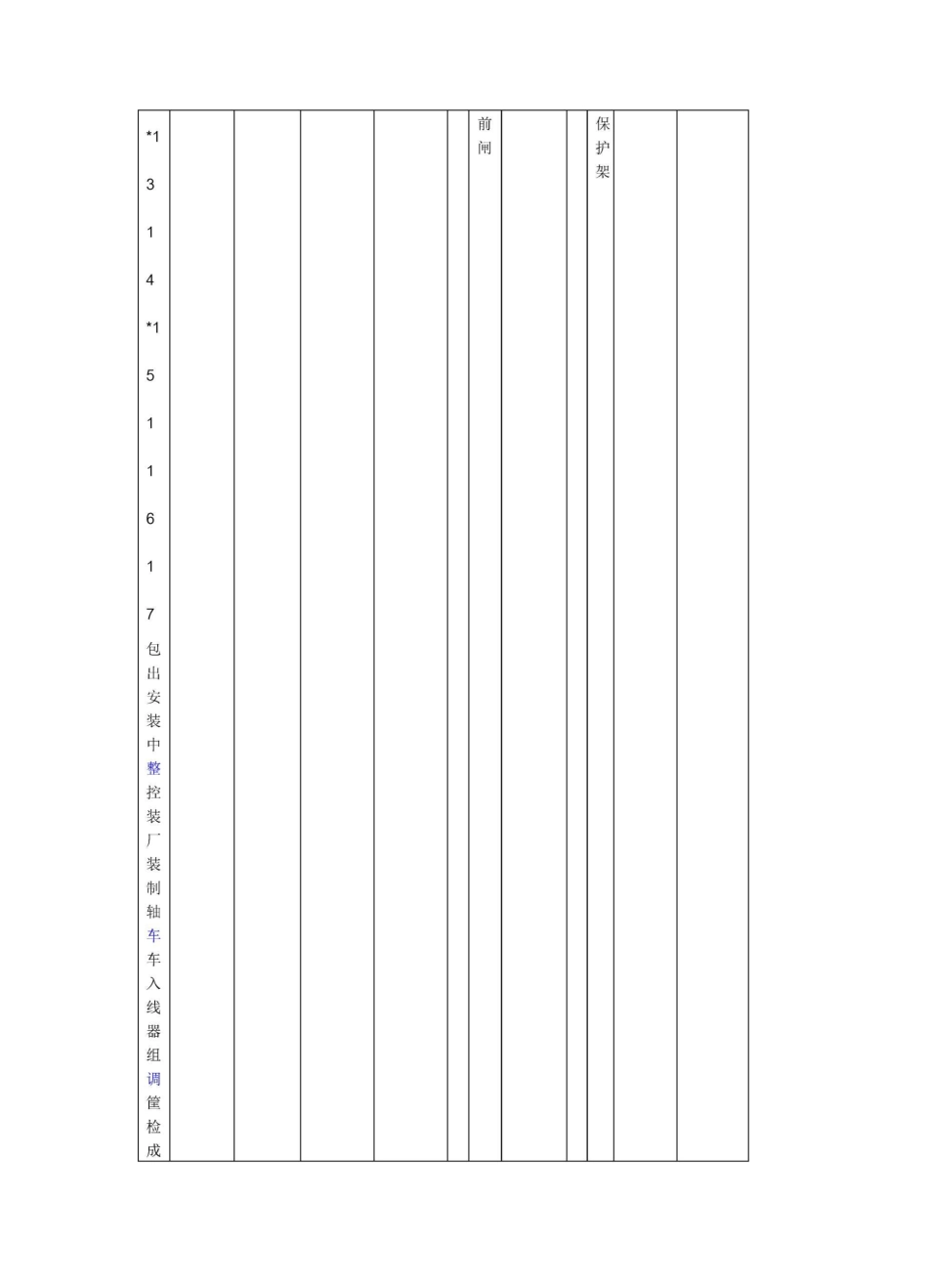
1 返组装前工
2 飞内车后装安电池轮把返修外组胎盒泥架车刹组合叉前板车组挡碗合组合合*重点工序质控点电动自行车线装装配工艺号:件文编 102XXXX-GY-):计(日期设:期)日审核(标准化(日期):批准(日期):XXXXX 电动车有限公司司公电动车有限XXXXX线装装配工艺卡片车型号部件图工序号1名工序称安装中轴系统车间工段工步内容要求技术件部有无缺陷
查 1、检各零线倒、2 车架置装配
罩支助 1:1 力探头及链右 3、档碗穿入紧并接架,架旋入车中头旋
轴及珠油的珠架,再将中 4、轴穿入抹黄
头中插架入接中 5、旋入左档碗,松劲适宜使轴向无间紧锁锁母并紧固
再动隙,且转灵活,旋上 1 安整 6、调中轴
装 1:助力盘漆架护车烤配过程注意保 1、装置位方向及头及链罩支架 2、助力探确
要正正向安装方架黄3、油涂抹均匀,珠
5mm 小大间隙于
最探 4、与头
窜动灵活无动 5、转中轴锁母安装后,左中轴碗、62mm外露其螺纹长度不大于
工艺装备司公 XXXXX 电动车有限线装装配工艺卡片车型部件图号工序号2工序名称安装前叉组合系统车间工段1、陷品缺
无件零检查各部有产1、装配过程不得损坏各零部件压、2 取出好的下档前叉
2、珠架方向应正确,架黄油涂抹均匀
车3、前叉应转动灵活无窜动、无及辅料设计(日期)标记 处数更改文件签字日期 记标处数更改文件签字日期容工步技术要6、旋紧上档至前叉能灵活转动,并无间 4、货筐支架(灯架)上下面应正确
5、紧固件应旋紧无松动
7、安装货筐支架(灯
装 8、安锁紧工艺装备及辅料设计(日期)标记 处数更改文件号签字日期标记处数更改文件号签字日期司限公动 XXXXX 线装装配工艺车型电车有卡片件部图号序工号3名工序称链轮与曲柄组装车间工段容内步工求要术