机械加工工艺过程卡片产品型号CA6140产品型号共 1 页产品名称机床零件名称轴承座第 1 页材料牌号HT200铸铁毛坯种类铸件毛坯尺寸82x38x82毛坯件数1每台件数2备注工序号工序名称工 序 内 容车间工段设备工 艺 装 备工 时准终单件01铸造毛坯 金属型铸造铸造车间2金属模60s02清洗铸件表面铸件内外非加工表面彻底清洗洁净,涂耐油漆钳工车间2耐油漆100s03铣底面夹轴承孔两侧毛坯,铣轴承座底面,照顾尺寸 30mm 和表面粗糙度
铣床车间1铣床铣刀,通规,止规04钻9Ø 的孔和锪13Ø 钻9Ø 的孔和锪13Ø的沉头孔
保证孔深 8mm
钻床车间2钻床麻花钻,锪钻,游标卡尺200s05铣底座上面及侧面以已加工底面和沉头孔定位基准,在轴孔处压紧,铣主视图上平面及轴承孔左、右侧面 42mm
铣床车间2铣床铣刀,游标卡尺06刨槽 刨 2mm×1mm 槽,照顾底面厚度15mm
刨床车间1刨床专用夹具、刨刀 07铣底座四侧面 夹 44mm 两侧面,以底面找正,铣底座的前后端面及左右侧面,保证尺寸 38mm 和 82mm
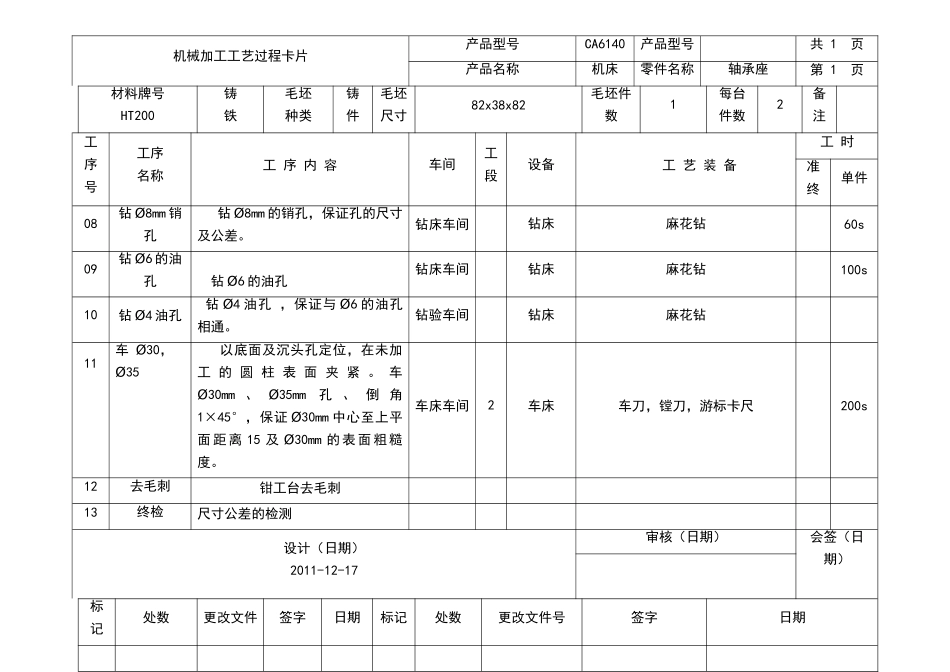
铣床车间1铣床铣刀,游标卡尺设计(日期)2011-12-17审核(日期)会签(日期)标记处数更改文件签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号CA6140产品型号共 1 页产品名称机床零件名称轴承座第 1 页材料牌号HT200铸铁毛坯种类铸件毛坯尺寸82x38x82毛坯件数1每台件数2备注工序号工序名称工 序 内 容车间工段设备工 艺 装 备工 时准终单件08钻8mmØ销孔 钻8mmØ的销孔,保证孔的尺寸及公差
钻床车间钻床麻花钻60s09钻6Ø 的油孔 钻6Ø 的油孔钻床车间钻床麻花钻100s10钻4Ø 油孔 钻4Ø 油孔 ,保证与 Ø6 的油孔相通
钻验车间钻床麻花钻11车 30Ø, 35Ø 以底面及沉头孔定位,在未加工 的 圆 柱